By upgrading the reverse osmosis monitoring system, the semiconductor manufacturer optimized membrane maintenance, cutting down on transmitter upkeep. This boosted pure water output, prolonged filter life, and lowered energy consumption.
Application

The Semiconductor industry uses ultrapure water to rinse away contaminants from the silicon wafers after each layer of the fabrication process. To ensure effective rinsing after each step could require thousands of gallons of water. If the water has even the slightest impurities, the semiconductors can potentially be contaminated, leading to scrap waste and loss of weeks of production.
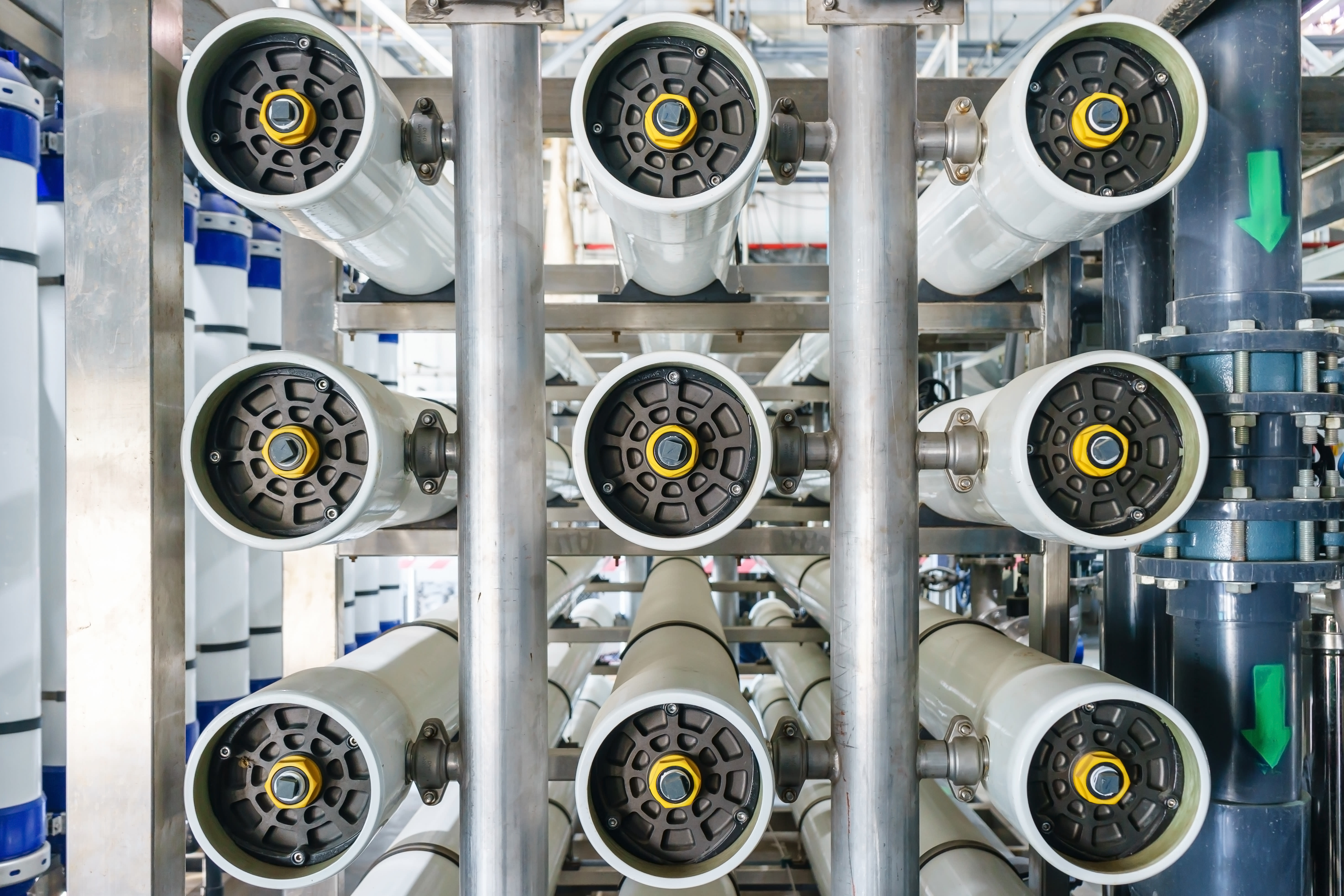
Many industries use reverse osmosis (RO) technology in the water purification process. The importance of pure water can include public safety, product quality, and reliability of production equipment. An RO system functions by creating a differential pressure across an array of filters. Pressure is applied to the feed water side of the system to force water through a semi-permeable membrane. The membrane blocks contaminants to allow permeate water to pass through.
Challenges

Through normal operation, the membranes in an RO system will collect more and more contaminants as the system generates permeate water. These contaminants hinder water flow across membranes, leading to reduced production capacity or higher energy costs if increased pressures are used to keep a constant production level. Periodic maintenance is required to clean the membranes and restore most, but not all, of the lost efficiency.
One semiconductor manufacturer was producing deionized water for use in a fabrication process. The RO system consisted of a cellulose acetate membrane to remove dissolved solids from raw water while resisting contaminate fouling. To prolong the life of these membranes and maintain optimal production levels, the semiconductor manufacturer measured the differential pressure across the membranes to determine the ideal maintenance timeframes.
Challenges first arose when the company noticed declining de-ionized water production. They determined that the conventional differential pressure transmitters monitoring the membranes were drifting due to pressure surges during the maintenance cleaning and excessive process vibration. The maintenance team was soon overwhelmed with the additional work required to keep the transmitters performing to specification.
Solution
The semiconductor manufacturer conducted a six-month trial using Yokogawa’s DPharp EJA110E differential pressure transmitters. Throughout the trial, not only did the EJA110E transmitters deliver accurate and stable measurements, crews were delighted that no additional maintenance intervention was required during the evaluation period.
The Yokogawa solution provided a cascade of benefits. By improving the RO monitoring system, the semiconductor manufacturer could identify an accurate maintenance window for the membrane while reducing the need to perform maintenance on the transmitters. That led to increased pure water production, improved filter lifespan, and reduced energy usage. Overall the company achieved improved productivity while reducing energy and maintenance costs.
Key Advantages

• Reduced transmitter maintenance cost due to zero measurement drift
• Improved throughput from improved maintenance planning
• Reduced energy consumption from proper membrane cleaning
Industries
-
Drinking Water Treatment
The goal of drinking water treatment is to produce clean, safe, and potable water that meets regulatory standards and is suitable for drinking and other domestic uses.
Related Products & Solutions
-
EJA110E
High-Performance Differential Pressure Transmitter
-
Differential Pressure Transmitters
Monitor and communicate pressure measurements with traditional mount or remote diaphragm seal mount transmitters.
-
Field Instruments
Optimize plant operation performance with high performance, state-of-the-art measurement instruments.
Have Questions?
Contact a Yokogawa Expert to learn how we can help you solve your challenges.