
What is a Burner Management System?
(Source: https://instrumentationtools.com/what-is-a-burner-management-system-bms/)
A Burner Management System or BMS is a safety system used to assure safe start-up, operation and shut down of process burners. The BMS can be used in industries like Oil and Gas, Power Generation, Chemical or any other process that uses an industrial burner, furnaces, boilers or other equipment that uses a flame. The BMS primary tasks are to automatically initiate a safe operating or shutdown sequence to prevent an explosion from occurring inside the furnace hence, protecting equipment from damage and most significantly, personnel from injuries or death. The Burner Management System is essentially an interlock switch which permits firing of a boiler at any load and shuts down the fuel sources shall unsafe process conditions occur.
Burner Management System
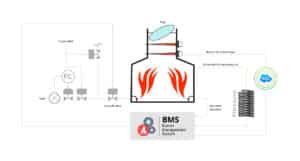 The system can monitor flames with flame detectors; it manages igniters, burners and actuators, like shutdown valves. The Burner Management System can have the following functions:
The system can monitor flames with flame detectors; it manages igniters, burners and actuators, like shutdown valves. The Burner Management System can have the following functions:
Inhibit startup when the conditions are not met Monitor the burner to detect unsafe operating conditions Protect against unsafe operating conditions
Shutdown interlocks
When the sensors don’t detect the flame or detects unsafe operating conditions, the BMS signals the actuators to stops the flow of fuel to the burners, to inhibit the flames.
Prevent firing unless a satisfactory furnace purge has first been completed.
Prohibit start-up of the equipment unless certain permissive interlocks have first been completed.
Monitor and control the correct component sequencing during start-up and shut-down of the equipment.
Conditionally allow the continued operation of the equipment only while certain safety interlocks remaining satisfied.
Provide component condition feedback to the operator and, if so equipped, to the plant control systems and/or data loggers.
Provide automatic supervision when the equipment is in service and provide means to make a Master Fuel Trip (MFT) should certain unacceptable firing conditions occur.
Execute a MFT upon certain adverse unit operating conditions
What is the current state:
Legacy BMS system from Burner manufacturers (based on microcontrollers)
PLC
Disadvantages: Weak Diagnostic functions
Integration to DCS/SCADA: only few hardwired signals
Not according to current safety standards (this statment is usually valid for the whole safety loop, measurements ar not SIL certified)
Aging unsupported device/electronics
How to improve with ProSafe-RS Lite?
-
What are the benefits:
Safe operation of the burners and boiler/furnace
Transparency for operators (due to integration)
No false trips due to BMS
Easy trouble shooting, trip testing, partial stroke test
Cyber security requirements are easily met.
Engineering:
For BMS application, the State Analysis (SA) module can be used to develop state chart style models to describe the detailed behavior of the application. FBD can also be generated automatically based on the State Analysis Chart.
 Advanced Application Logic Engineering and Advanced Test Function
Advanced Application Logic Engineering and Advanced Test Function
Maintenace:
Device diagnostic:
HART communication on ProSafe-RS Lite allows to manage the HART communication devices connected to I/O modules on Safety Controller. Also, the AO signal allows to conduct Partial Stroke Test (PST) on HART-supported valve positioner equipped with the PST function.
Partial Stroke Test (PST)
Under normal conditions, valves that are integrated with a safety instrumented system (SIS) are not activated. (They are only actuated when the SIS initiates a process shutdown after an abnormality is detected in a process.) It is therefore necessary to periodically test valves to ensure that they are in good working order and will respond properly when needed.
This periodic check is called a “proof test,” and generally it involves a full stroke test (completely closing the valves). When a plant is up and running, the costly installation of a bypass is necessary to conduct a proof test. If this is not possible, the only other option for conducting this test is to shut down the plant. As a consequence, proof tests of the valves are usually conducted only once every several years.
An alternative to the full stroke test is the partial stroke test (PST), which involves slightly closing a valve to diagnose problems. A PST can be conducted without stopping a process, and it can be performed remotely from locations such as a control room.
By conducting a PST, plant owners can significantly reduce their maintenance costs. And by checking the valves more frequently than is possible with the full stroke test, they can anticipate great benefits such as increased reliability .
Note: although the PST does not eliminate the need for a full stroke test, it makes it possible to extend the proof test interval without sacrificing the required safety level.
Rapid-fire detection and downtime prevention of EV Li-ion battery production


