We started the series by taking a look at a few of the assistance systems incorporated into modern automobiles, during which we discovered that car drivers and plant operators have several things in common. Another very important aspect they share is that assistance systems render neither plant operators nor car drivers superfluous. In both cases, they provide valuable support and give the human driver or operator more time to concentrate on more essential tasks. Parallel to this, efficiency, safety and availability are improved.
However, there is also one vital difference. Broadly speaking, any assistance system is suited for any car. This is due to the fact that both cars themselves and the way they’re driven are basically always the same. Process plants, on the other hand, not only differ considerably from one another; they also tend to be far more complex to operate. That explains why, in contrast to cars, a specific assistance system is only suitable for a specific plant. And even with two plants of the same type, a cost-benefit analysis never hurts.
This and future installments of our mini-series will be devoted to a group of assistance systems which share a number of common features, and indeed are often used together, but which can also operate completely independently of one another. We’ll be examining how these systems work, how they’re integrated and how they’re employed. The group in question consists of the following three assistance systems:
- APC / MPC – Advanced Process Control / Model (Multivariable) Predictive Control
- RTO – Real Time Optimization
- Digital Twin
The title provides a telltale clue: the subject of this post is an assistance system that in many ways is reminiscent of the ESC in cars. APC / MPC has been around in refineries and in the chemical & petrochemical industries since the eighties. APC / MPC could be described as a veteran among assistance systems in the process industry. Today, you can find it in power stations, cement works and other industrial plants. Like ESC, APC / MPC generally does what it’s designed to do unobtrusively, and in most cases we’re not even aware quite how many times our “stability” has been improved and we’ve been prevented from “skidding” out of control.
APC? MPC? – A definition
APC (Advanced Process Control) started out as the generic heading for a broad range of techniques and technologies implemented within industrial process control systems. You could say it refers to anything more complex than a standard PID controller. One such technology is MPC, which stands for Model Predictive Control or Multivariable Predictive Control. The term APC is nowadays (incorrectly) popularly used by most people as a synonym for MPC. It makes no difference whether they’re talking about “model” or “multivariable” predictive controls because MPC solutions are normally both. Strictly speaking, therefore, M2PC (Multivariable Model Predictive Control) would be more accurate. The software frequently ships with a whole package of tools & functions like PACE – Yokogawa’s APC / MPC solution. PACE is an acronym for “Platform for Advanced Control and Estimation”, in other words apart from APC / MPC and all of their accompanying tools & functions, it also includes software for estimating parameters that are either not measurable or not instantly available – a kind of soft sensor function.
APC / MPC – The “electronic stability control”
It’s infuriating!
It’s infuriating – the liquid level in a column sump is simply not stable: it goes up and down like a drunken sailor! The process control system (PCS) and the plant operator are spending all their time struggling to get it under control to the extent that the plant at least keeps going without constantly tripping an alarm. There’s virtually no remedy we haven’t already tried: tuning the control loops in the PCS, optimizing the instrumentation, searching for process or control correlations that could be at the root of the problems – and so the list goes on. I wouldn’t go so far as to claim that none of this has helped a bit but, all in all, these improvements still haven’t produced a satisfactory result. What’s more, even if we succeed in identifying correlations (such as the dead time between the measurement at the inlet and the column sump), we can’t be certain of their precise effect.
Undesirable consequences
The utilization of PCS and operator capacity is already disappointing enough, but a glance at production performance and product quality is likely to be even more so – for several reasons:
- Operation at maximum or minimum throughput is not possible because the strong fluctuations will regularly trip an alarm.
- Furthermore, quality variations must probably be reckoned on. That’s bad enough if you have a final product downstream of the apparatus, but even worse if there are also intermediate products needing to be processed. In this case, the poor “start” has impacts on the entire production chain.
- Increased wear and tear on the plant is inevitable because it is permanently operated near to the limit and sometimes beyond.
When it comes to efficiency, safety and availability, therefore, skepticism is justified. But what is there can we do about it?
The solution – “Electronic stability control”
This is where the benefits of APC / MPC really start to unfold: multivariable and model predictive.
(I hope the APC / MPC gurus among you will pardon the occasional simplification here.)
Multivariable
Multivariable signifies in this context that all variables identified (possible) can be incorporated into the APC / MPC, even if we’re not absolutely sure about the correlations. The APC / MPC provides us with the means to analyze these correlations and constitutes a very helpful approach. The APC / MPC is not interested either in the process technology or in any control correlations, which we couldn’t always describe to it with any certainty anyway. It simply looks at what happens at the output if something changes at the input. Dead times and other correlations that are sometimes invisible or difficult to verify are no longer anything to worry about. Classic PID control loops tend only to know one input and one output, so we also have to explain the “context”. This is adequate for the majority of control tasks (though not all) because otherwise we’d have more APC / MPCs than PCSs.
Model predictive
The APC / MPC simultaneously “creates” a “model*” from these variables and correlations. This does more than simply map the relationships between the different variables; it also lets us “take a peek into the future” (predictive). These two capabilities allow the APC / MPC to orchestrate the relevant control loops in our PCS.
Of course, it’s still the PCS that ultimately controls the plant, so it needs to be kept “in good shape”. It’s just that it now has a system in the background that stops it from losing its “stability” and “skidding” out of control. There isn’t normally any direct interaction with the plant operator. The APC / MPC works permanently in the background and accesses the PCS directly. It could thus be described as an online closed loop which is responsible for direct actions, similar to the ESC.
 Applications
Applications
 Applications
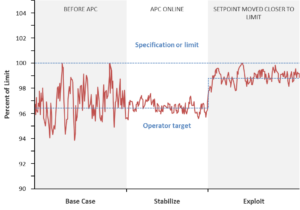
ApplicationsThe two classic tasks of an APC / MPC are first of all that outlined above, namely to stabilize the plant at a specified operating point. Second, the plant must be moved from one operating point to the next and “foreseeable changes” compensated as efficiently as possible. These could be grade changes in a polymer plant, for instance, or plant components which are switched in a delayed coker (as a result of periodic decoking). Both of these are highly complex processes where it helps to have the correlations between different variables taken into account automatically and to always look a short distance ahead into the future.
APC / MPCs are basically suitable for all continuous and semi-continuous processes. With batch processes, a lot depends on the process specifics, and the APC / MPC sometimes also needs to be backed up by other solutions such as an “automated driving system”. APC / MPCs are used for many types of plant in many different sectors of industry, for example in refineries, chemical & petrochemical plants, power stations, cement works, wastewater treatment facilities, fertilizer plants, liquefied gas installations, pulp & paper mills etc.
Challenges and benefits
The challenges associated with any APC / MPC are inherently complex. As described above, they are often linked to process and control correlations which are difficult to get to grips with using conventional PCSs. Other boundary conditions arise, for instance, due to regulations (environment) or economic requirements (competition), especially if these change. A very large number of variables and conditions interact with one another here. An APC / MPC helps the plant operator keep them under control. Parallel to this, efficiency, safety and availability are improved.
APC / MPCs generate the most “money” in the three categories yield, capacity and energy. In the case of yield, this is mainly reflected as a 10 to 20 percent reduction in quality variability. A 3 to 5 percent increase in throughput means increased capacity while on the energy side, electricity and fuel consumption savings of between 3 and 5 percent are possible. The latter also leads to a reduction in emission levels. (Source: IEEE 2011: Control in the Process Industries).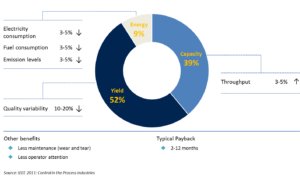
Added to this – though not as directly measurable in monetary terms – are the fact that less attention has to be paid by the plant operator, whose time is thus freed up for more important tasks, as well as the longer service life owing to the reduced wear and tear. The payback period for APC / MPC project is typically between six and twelve months, though an ROI of just three months is not uncommon.
Summary
Modern APC / MPC solutions are helpful tools for specific tasks where the aim is to achieve operational excellence. The “teething troubles” in connection with implementation, use and maintenance are long gone. As a software solution, APC / MPCs are ideally suited as part of digital production processes, in which they can share their capabilities and use data production-wide or even outside of production. This is why APC / MPCs are predicted to become an increasingly important factor in Industry 4.0.
*Model: In the context of an APC / MPC, a model is a mathematical representation of the dynamic correlations between input and output variables. This model has nothing to do with the rigorous** process technology models of process simulation software.
**Rigorous = Based on physical, chemical, mechanical, etc. principles
Pharmaceutical Single-use Technologies: An Environmental Trade-off?