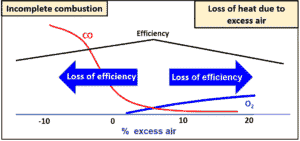
Conflicting aims in the combustion process
In the combustion process, carbon dioxide and water are generated from the combustion gas (hydrocarbons) and oxygen (from the air). Even if there is excess oxygen, traces of carbon monoxide (CO) are still generated in the combustion process. CO is an environmental pollutant and its emission into the atmosphere is regulated by the Federal Immission Control Act.
The assumption that a great deal of oxygen is very helpful is true in relation to CO. But it is wrong in relation to efficiency. This is because it is not efficient to heat up air that you don’t need. And as the emissivity of oxygen and nitrogen (i.e. the air) is worse than that of carbon dioxide and water (the combustion products), this reduces efficiency even further.
In addition, incomplete combustion in the furnace can cause coking or damage due to afterburning of CO in the area of the heat exchangers. Unburnt gas, such as when a nozzle does not ignite, can even become highly dangerous.
What is the ideal strategy for controlling the combustion process and ensuring it is safe?
This is easy to conclude from the above:
- Generate as little CO as possible (adequate O2 present)
- Reduce O2 as far as possible within these parameters
For safety
- Monitor the combustion gas (methane) using measurement technology
And this is where TDLS comes into play!
The ideal method
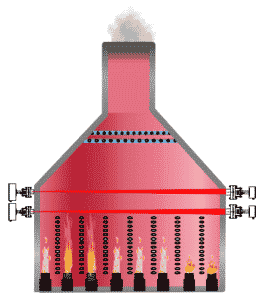
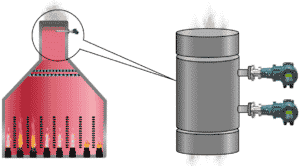
Two TDLS8000 cross-stack lasers with the following benefits:
- All three key parameters are measured: O2, CO and CH4
- Representative measurement; not a point measurement as with other methods, but an integrated measurement across the entire cross-section of the combustion chamber. Up to 30 m if necessary, because the combustion chamber is not homogeneous
- Measurement taken right over the flames at up to 1500°C, where the reaction takes place, and closely spaced. No influence from afterburning of CO or from infiltrated air.
- Selective measurement, no interference, e.g. due to CO (zirconia) or water (NIR)
- A reference gas cell enables reliable detection of CO (and O2) at low concentrations (as they occur when used in the combustion chamber) – line locking!
- In-situ – but not in contact with media – no taking or preparing samples
- Correspondingly fast: one reading approximately every twelve seconds
- TruePeak evaluation – so no influence from background gases
- Thanks to AutoGain, reliable measurement down to well below 10% transmission, e.g. caused by dust and soot
- No calibration required, measurement can be checked with inline validation
- Safe: optical measurement in ATEX Zone 0 when used in ATEX Zone 1 or Zone 2 environment
- SIL2 and genuine SIL3 (SIL3 certified software) for genuine redundancy
- Designed for rugged environments
- Uncomplicated operation: no calibration, no wearing parts, extremely low-maintenance
Too complex for the small and stable furnace?
The economical alternative
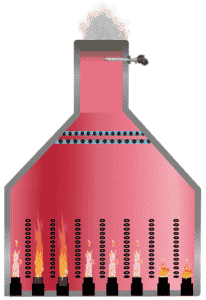
One or two TDLS8100 probe-type lasers
- With the exception of the measurement location, all the benefits of TDLS technology, process temperature up to 600°C
- Integrated measurement through the optical path length in the probe – no point measurement
- And hopefully the probe-type lasers will fit precisely on the flanges of the previous devices or a sampling probe for a previous extraction device. It doesn’t get more economical than that.
Before I forget: TDLS8000 and TDLS8100 are from Yokogawa!
More details can be found in the Process webinar