In Part 1 of our series we approached the subject of assistance systems in general, taking cars as an example. As we then showed in Part 2 (“Electronic stability control”), there are a number of common features and differences. However, no matter what kind of assistance system you use, it inevitably leads to an improvement in efficiency, safety and availability.
Having talked about APC / MPC in Part 2, we now want to take a look at the next assistance systems in this group:
- APC / MPC – Advanced Process Control / Model (Multivariable) Predictive Control
- Digital Twin
- RTO – Real-Time Optimization
- MirrorPlant
In the final part of this series, we’ll be turning our attention to Modular Procedural Automation and the solution it enables.
The dilemma
Plant managers and plant operators alike are regularly confronted with problems to which there is no obvious solution because they are too complex and / or too unpredictable. This has nothing whatsoever to do with their experience or their expertise but rather with the large number of variables and their possible combinations. One simple example would be when several simple curves are overlaid. How many of them does it take before you can’t even begin to recognize the common minimum? Not very many at all! And it’s much the same when it comes to predictability. You only need a very few variables before a reliable cause-effect assessment becomes extremely difficult, if not impossible. There are two questions we need to address here:
How can I make it more efficient?
Plant / production manager: My plant operators are experienced and I know we went to a lot of trouble to get our control and alarm strategy exactly right. Our functional safety, too, is bang up to date. We’ve thought of absolutely everything. Nevertheless, there’s something that’s bugging me: although my plant operates stably and safely, I don’t really have much idea how efficient it is.
Is there an extra mile in there somewhere waiting to be squeezed out?
Admittedly, there are an awful lot of variables that would need to be considered. Not just process variables but also regulatory and economic ones. Is that feasible?
What happens next?
Plant operator: I’ve been operating this plant for years and I know it inside out. But from time to time it gets up to tricks and I can’t figure out why. Even though I’ve been careful not to exceed the allowable temperature step in the reactor, I feel like it’s running away, or at least it’s about to any minute.
Some kind of “early warning system” would definitely be useful in this situation.
It would need to run parallel to the reactor in real time and give me an advance warning that something’s likely to go wrong. Then I’d still have plenty of time to react. A “crystal ball” that tells the future of the process would be ideal. Does such a thing exist?
The solutions
Digital twin
Let me start with a broad definition: a digital twin is basically the digital representation of “objects” in the real world. It depicts them as a “digital” model. These “objects” could be apparatus, plant components, etc. or alternatively workflows, IT systems and so on. Theoretically, more than a model could be stored in the digital twin of one and the same “object” – depending on its purpose and function. It’s irrelevant whether the counterpart already exists in the real world or whether it will only exist at some point in the future. The digital twin enables data and information to be exchanged between different systems or people in ways I’d be reluctant to allow in the real world even if I could. Yet a digital twin is far more than just a classification yard for data. It opens up a whole series of options for us, which I’d now like to outline below.
RTO and MirrorPlant can be regarded as standalone systems. However, if we postulate that digital twins are a kind of superset of applications, then RTO and MirrorPlant are its subsets. So if someone asks whether RTO is actually a digital twin, you can answer “Yes, it can be part or a function of one”.
RTO – the “signpost”
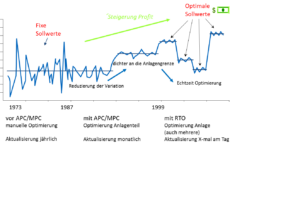
It’s time to give our plant or production manager a helping hand. The production planners have specified the requirements. The monetary values for energy, starting materials and products are on the table. All of this information is automatically transmitted to the RTO. The objective today is to fulfill the production plan on schedule with a minimum of costs (other objectives are likewise possible). Of course, no regulatory requirements must be violated and the condition of the plant must be taken into account along with the features of the apparatus. The RTO then starts to “do its sums” and after a while (plants vary in size and complexity) comes up with a set of setpoints. These setpoints are automatically transferred to the PCS or entered by the plant operator, depending on whether the RTO is used in a closed loop or an open loop. This optimization process can be automated (triggered) or initiated manually at intervals.
The plant or production manager has not only succeeded in squeezing out that “extra mile; he now also operates his plant as efficiently as possible.
How does RTO work?
RTO stands for real-time optimization; it describes a software solution that tells me how I must operate my plant (setpoints) in order to achieve a particular objective as efficiently as possible. In that respect, it’s similar to the GPS device in a car. An RTO is based on a rigorous* model of my plant (or of one of its components) in process simulation software.
The RTO uses a separate program to execute the following steps:
- Aims and objectives, e.g. as defined by the production planners, are (automatically) transferred.
2. Boundary conditions are derived from the process model, e.g. the maximum output of a pump, or stored in this model as regulatory measures, e.g. emission limits.
3. Rules may exist to determine which of the model’s parameters are available as degrees of freedom.
When the RTO is triggered, either manually or automatically, it extracts a current set of data from the real plant. It checks this data for consistency as well as stationarity. If no anomalies are found, it starts an optimization run. Otherwise, the step is repeated. An optimization run may take several hours, depending on the size and complexity of the process. It is therefore advisable to conduct feasibility and benefit studies before opting for an RTO. And if you decide to install an RTO, you also have a prediction far more precise than anything an LP model could provide regarding the modus operandi for this process. As an added advantage, you can also use the results of the RTO to optimize the LP model.
RTOs are traditionally used in two different ways: online or offline. Let’s start with offline. The RTO model is the method of choice here for case studies, in other words I enter values and take a look at the if-then case. By varying these values, I can act out different scenarios and select one of them, which I then transfer to my plant manually. This procedure is reminiscent of the LP models that are utilized for planning. However, online use of RTOs – either open or closed loop – is much more common.
 How RTO interacts with APC / MPC
How RTO interacts with APC / MPC
 How RTO interacts with APC / MPC
How RTO interacts with APC / MPCBy the way, I mentioned in my previous post that the various solutions are often used together. RTO interacting with APC / MPC is a classic, for instance. On the one hand, the new setpoints supplied by the RTO can be achieved efficiently with the APC / MPC. On the other hand, since the plant is stabilized by the APC / MPC, the RTO can set setpoints closer to the plant limits. This results in more efficient production without compromising safety or availability.
MirrorPlant – the “predictor”
Remember that plant operator we spoke about earlier? A typical scenario with MirrorPlant could look like this: the operator executes the allowable temperature step, e.g. +40°C. MirrorPlant detects this change and then runs its model faster than real time with the new setpoint. Thirty minutes later, everything still looks fine to the plant operator but MirrorPlant has already run two hours into the future. The picture is not quite as good any more: the reactor is about to “run away”. This insight is communicated to the plant operator, who has plenty of time to react, for instance by reducing the temperature step and executing it in two smaller steps instead.
The plant operator has finally got the “early warning system” he was longing for and is better equipped for the future. 
How does MirrorPlant work?
MirrorPlant is based on a rigorous*, dynamic** process model, which runs in real time parallel to the plant. Actual data is continuously extracted from the PCS or the PIMS, and the process model aligns itself with the plant’s condition. The process model then runs faster than real time. This can be visualized and the plant operator receives an advance warning. Incidentally, fouling on the heat exchanger, for example, or a reduction in catalyst performance can also be tracked by MirrorPlant in its process model, creating an accurate map of reality. MirrorPlant is currently used in online open loop mode. There are no plans for MirrorPlant itself to intervene actively in the control system. MirrorPlant’s “results” can naturally be used (in a digital twin) to trigger further actions. In the simplest case, this might be a “future alarm”.
By the way, a process data analysis can provide additional support for the plant operator. This is especially helpful if it is too complicated, or not feasible, to develop a process model. The solution which is adopted is based on an evaluation of the values measured in the plant in real time. Human beings are often unable to detect critical changes in these values, or at least not until it’s too late. By contrast, PDA generally has this capability and can warn the plant operator upfront by means of a suitable alert or using a visualization system like MirrorPlant. But that’s another story…
Benefits
Regardless of whether you choose RTO, MirrorPlant or any other assistance system, the aim is always to improve efficiency, safety and availability. After all, there has to be some good to come of it! And experience has shown that these systems seldom disappoint. As digitalization and Industry 4.0 continue to advance, their value is expected to increase steadily. Apart from the features described here, they also offer other useful capabilities such as soft sensors.
PDA Process Data Analysis
PIMS Plant Information Management System
PCS Process Control System
*Rigorous means that the process model is based on physical, chemical, mechanical, etc. principles
**Dynamic means that, unlike stationary models, the process model also maps the time response