Whether you produce Petrochemicals, Inorganics or Intermediates, you are under constant cost and margin pressure to deliver products to your customer in a timely and efficient manner while maintaining safe and compliant operations. Additionally, you need to adjust to constant feedstock and energy prices and be able to provide the most profitable product mix to the market.
Yokogawa has been serving the bulk chemical market globally and is the recognized leader in this market. With products, solutions, and industry expertise, Yokogawa understands your market and production needs and will work with you to provide a reliable, and cost effective solution through the lifecycle of your plant.


Challenges
Customer Challenge
The chemical industry is highly specialized, with plants producing intermediate products, out from raw materials, that, in turn, are used by other plants as inputs in their production of more advanced products. Each chemical company needs to carefully consider its positioning in a highly competitive marketplace.
Our Solutions
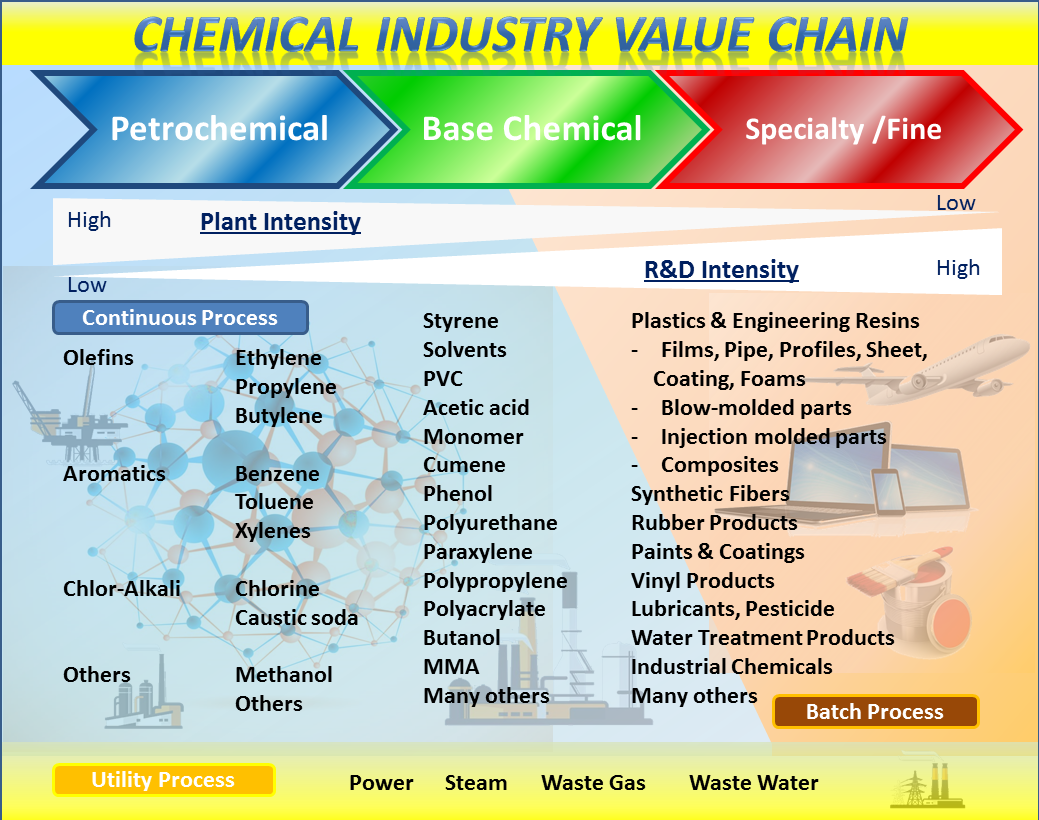
Basic chemicals are usually produced in a continuous process that requires a highly reliable and robust control system. Here also, the CENTUM VP integrated production control system is the ideal solution which realizes a comfortable operation environment in response to process requirements, and provides a comfortable driving environment with a stable process control. The Exapilot online navigation tool provides operators with a strong support for reliable execution of non-routine operations such as shutdown and startup.
Enabling Technology

Production Control System: CENTUM VP
The single Integrated Control and Safety System (ICSS) database simplifies engineering.With graphics, alarm windows, and system status screens all having the same look and feel, operation is also easier.
Safety Instrumented System: Prosafe-RS
Yokogawa offers a full-lineup of safety instrumented systems from solid-state and hard-wired types to fully integrated DCS-SIS integrated types, covering all safety integrity levels (SIL 1 to 4) for the chemical industry.
Operation Efficiency Improvement: Exapilot
Exapilot is an online navigation tool that guides operators step by step through plant operating procedures.
Using Exapilot, Standard Operating Procedures (or SOPs) are created in a standardized form. SOPs improve efficiency and reduce the total cost of ownership by reducing or eliminating human errors.

Analyzer
Highly responsive analytical systems contribute to accurate measurement of product/intermediate property, helping chemical companies meet tighter quality control and environmental regulations.

Field Instruments
“Install and forget” digital field instruments deliver stable and accurate process measurements with low installation cost, near-zero maintenance and self-diagnostic intelligence. As a true leader in the process automation industry and its related technologies, Yokogawa brought the world’s first FOUNDATION fieldbus™ enabled device to market and has since developed a complete range of FOUNDATION fieldbus™, HART, and Profibus protocol instrumentation, in addition to ISA100.11a compliant wireless communication products.
Resources

ENEOS Materials successfully achieved the world's first long-term autonomous operation of a plant using Yokogawa's AI. FDKPP saves energy and reduces operator workload while maintaining manufacturing quality.

Hydrogen is the simplest and smallest atomic element. Water, acids, bases, and the immense family of organic compounds all contain hydrogen. Even though hydrogen is not corrosive, it can cause problems for pressure transmitters through Hydrogen Permeation.

Caustic soda and hydrochloric acid, produced in electrolyzer plants, are fundamental materials used in varieties of industries; chemicals, pharmaceuticals, petrol-chemicals, pulp and papers, etc. Profit is the result of the effective production with minimized running / maintenance cost. Proper control of the process brings you stabilized quality of products with the vast operational profit.

Electrolysis plants create hydrogen and chlorine from a brine solution. Chlorine gas generated from the anolyte of the electrolysis tank generally contains between 0.5 to 2.0 vol% H2O. The sample is then cooled and filtered to remove brine, subsequently coming out as wet chlorine gas. The wet gas is sent to a drying tower where it is treated with sulfuric acid to get moisture down to the ppm level.



Many different types of gases are consumed in industries as varied as chemicals, food & beverages, and medical. These gases are normally delivered in liquid form by trucks and dispensed at the customer site. Although the flow volume of cryogenic liquefied gas is used for billing purposes, it is not easy to accurately measure this because the gas is always at saturation temperatures.

The ammonia (NH3) gas is injected to remove the NOx and thus reduce the NOx concentration in the stack flue gas. With conventional NH3 analyzers that perform measurements indirectly, NH3 concentrations are obtained through a sampling system. Therefore, there are problems with the maintenance and running costs of the sampling system, and time delays in measurement. The TDLS8000 Laser Analyzer is the solution to all these problems.

Measurement and control of Heat Exchanger Leakage can help prevent costly maintenance, repair and downtime. The simple, essentially maintenance-free measurement of condensate conductivity will give the operator information necessary (or provide automatic control) to prevent severe damage to the boiler should a breakthrough of the heat exchanger occur.

This paper discusses real industrial examples in which the sitewide utilities system of refinery and petrochemical Sites are optimized with a real time, on line, industrially proven software. Experiences gained during more than 20 years of industrial projects deployed worldwide are commented (Refs. 1 to 10 are related to some recent projects). Main project steps are explained and critical details to be taken into account to assure successful use and proper technology transfer are presented. Specific case studies will be discussed in the paper.

Big and complex industrial facilities like Refineries and Petrochemicals are becoming increasingly aware that power systems need to be optimally managed because any energy reduction that Operations accomplish in the producing Units could eventually be wasted if the overall power system cost is not properly managed. However, process engineers always attempted to develop some kind of tools, many times spreadsheet based, to improve the way utilities systems were operated. The main drawback of the earlier attempts was the lack of data: engineers spent the whole day at phone or visiting the control rooms to gather information from the Distributed Control System (DCS) data historian, process it at the spreadsheet and produce recommendations that, when ready to be applied, were outdated and not any more applicable.

The energy systems, the steps for the implementation of Visual MESA and several features of the model are described in this article, with a focus on the use of the software for the calculation of energy-related KPIs. The EMS implementation project is discussed and the main conclusions relative to the reduction in operating costs are also presented.

Rohm and Haas Company is one of the world's largest manufacturers of specialty materials, including adhesives, sealants, coatings, monomers, electronic materials, inorganic and specialty solutions, and ion exchange resins. Founded in 1909 by two German entrepreneurs, Rohm and Haas has grown to approximately $6 billion in annual revenues.

This paper shows how to improve distillation operations by focusing on procedure automation. It will review the importance of using procedures in distillation operations and highlights the collaboration work underway between Fractionation Research Inc. (FRI) and Yokogawa Corporation to improve procedural operations.

The worlds of process automation and production management have been converging for some time. What once used to be islands of automation and production management functionality connected through highly proprietary integration schemes that were costly to maintain have developed into integrated platforms that provide seamless data exchange between the world of automation and the plant floor, the functions of production and operations management, and integration with business level systems.

Migration of a refinery's DCS provided an opportunity to reconfigure and consolidate the control rooms and operational management system.

July 2011
Process plants are run according to operational procedures. These procedures consist of a set of tasks that are executed in a consistent manner to achieve a specific objective, such as starting up, shutting down or transitioning a unit as part of making a product.

September 2008
Yokogawa is helping a large chemicals site in China manage product transfer by road, ship and pipeline.

The Wyoming Trona Ore Mine and Refinery upgrade from Yokogawa Centum CS3000 to CENTUM VP-R5 involved two domains, 21 RIO and FIO field control stations, 17 operator stations, 6 engineering stations and 8 different plant servers

{kind=link}
CONTROL, January 2013
Standard Automation Methodology Improves Operations and Prevents Incidents by Enabling the Sharing of Best Practices Among Operators.

ARC believes that by implementing procedural automation, many process plants can minimize variability to help ensure smooth, efficient, and safe state transitions.
Downloads
Brochures
- Deliver Excellence and Create Success - To be the Leader in the Chemical Industry - (4.9 MB)
- Success Story Collection Chemical (Base Chemical, Fertilizer, Petrochemical)
- Electrolyzer Solution Instruments and Solution for Ion-Membrane Electrolyzer Plant Application (5.3 MB)
- Solutions for the Chemical Operations Executive (2.0 MB)
- Differential Pressure Level Solutions (8.0 MB)
Looking for more information on our people, technology and solutions?
Contact Us