ไม่ว่าคุณจะผลิตปิโตรเคมีอนินทรีย์หรือตัวกลางคุณอยู่ภายใต้แรงกดดันด้านต้นทุนและอัตรากำไรอย่างต่อเนื่องในการส่งมอบผลิตภัณฑ์ให้กับลูกค้าของคุณในเวลาที่เหมาะสมและมีประสิทธิภาพในขณะที่ยังคงรักษาการปฏิบัติงานที่ปลอดภัยและเป็นไปตามข้อกำหนด นอกจากนี้คุณต้องปรับตัวให้เข้ากับราคาวัตถุดิบและพลังงานที่คงที่และสามารถจัดหาส่วนผสมของผลิตภัณฑ์ที่ทำกำไรให้กับตลาดได้มากที่สุด
โยโกกาวา ให้บริการตลาดเคมีภัณฑ์จำนวนมากทั่วโลกและเป็นผู้นำที่ได้รับการยอมรับในตลาดนี้ ด้วยผลิตภัณฑ์โซลูชันและ ความเชี่ยวชาญ โยโกกาวา เข้าใจตลาดและความต้องการในการผลิตของคุณและจะทำงานร่วมกับคุณเพื่อจัดหาโซลูชันที่เชื่อถือได้และคุ้มค่าตลอดอายุการใช้งานของโรงงานของคุณ


ความท้าทาย
ความท้าทายของลูกค้า
อุตสาหกรรมเคมีมีความเชี่ยวชาญสูงโดยมีโรงงานที่ผลิตผลิตภัณฑ์ขั้นกลางจากวัตถุดิบซึ่งในทางกลับกันโรงงานอื่น ๆ จะใช้เป็นปัจจัยการผลิตในการผลิตผลิตภัณฑ์ขั้นสูง บริษัท เคมีแต่ละแห่งจำเป็นต้องพิจารณาอย่างรอบคอบเกี่ยวกับตำแหน่งในตลาดที่มีการแข่งขันสูง
โซลูชั่นของเรา
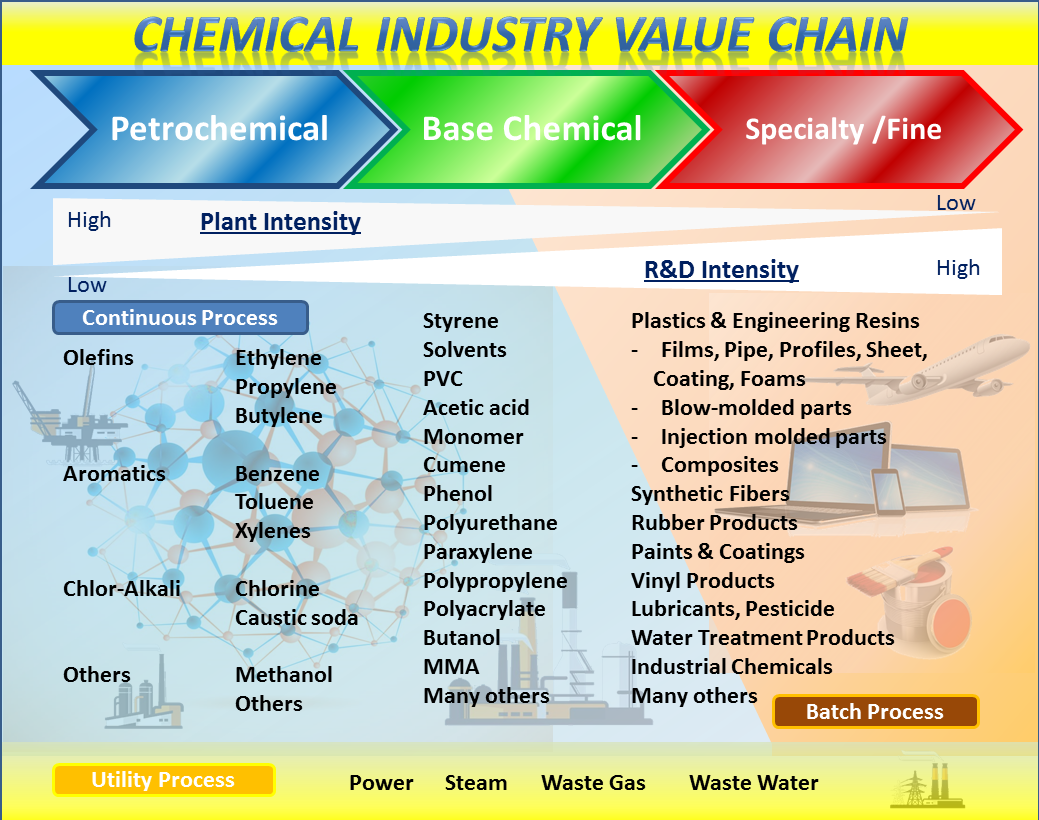
สารเคมีพื้นฐานมักผลิตในกระบวนการต่อเนื่องที่ต้องการระบบควบคุมที่เชื่อถือได้และมีประสิทธิภาพสูง นอกจากนี้ CENTUM VP เป็นโซลูชันที่ดีเยี่ยมซึ่งทำให้เกิดสภาพแวดล้อมการทำงานที่สะดวกสบายเพื่อตอบสนองความต้องการของกระบวนการและให้สภาพแวดล้อมการขับขี่ที่สะดวกสบายพร้อมการควบคุมกระบวนการที่มีเสถียรภาพ Exapilot ช่วยให้ผู้ปฏิบัติงานได้รับการสนับสนุนอย่างดีเยี่ยมสำหรับการดำเนินการที่ไม่เป็นกิจวัตรเช่นการปิดระบบและการเริ่มต้น
เทคโนโลยีการเปิดใช้งาน

ระบบควบคุม การผลิต CENTUM VP
ฐานข้อมูล Integrated Control and Safety System (ICSS) เดียวช่วยลดความยุ่งยากในงานวิศวกรรมด้วยกราฟิกหน้าต่างสัญญาณเตือนและหน้าจอสถานะระบบทั้งหมดที่มีรูปลักษณ์เหมือนกันการใช้งานจึงง่ายขึ้นด้วย
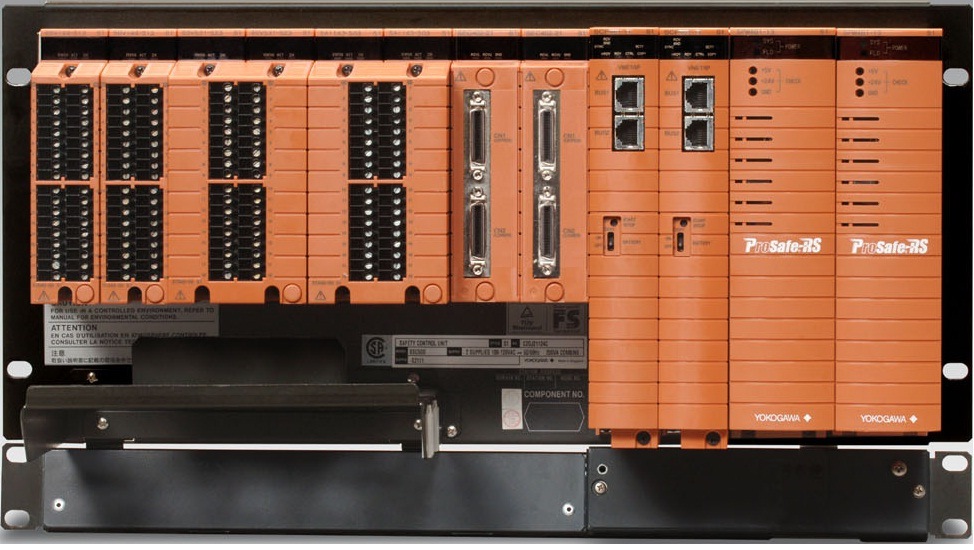
ระบบเครื่องมือความปลอดภัย: Prosafe-RS
โยโกกาวา นำเสนอระบบเครื่องมือความปลอดภัยแบบครบวงจรตั้งแต่ประเภทโซลิดสเตทและฮาร์ดมีสายไปจนถึงประเภท DCS-SIS แบบบูรณาการแบบครบวงจรซึ่งครอบคลุมระดับความปลอดภัยทั้งหมด (SIL 1 ถึง 4) สำหรับอุตสาหกรรมเคมี
การปรับปรุงประสิทธิภาพ การปฏิบัติการ Exapilot
Exapilot เป็นเครื่องมือนำทางออนไลน์ที่แนะนำผู้ปฏิบัติงานทีละขั้นตอนผ่านขั้นตอนการปฏิบัติงานของโรงงาน
การใช้ Exapilot ขั้นตอนการปฏิบัติงานมาตรฐาน (หรือ SOP) ถูกสร้างขึ้นในรูปแบบมาตรฐาน SOP ช่วยเพิ่มประสิทธิภาพและลดต้นทุนโดยรวมในการเป็นเจ้าของโดยการลดหรือขจัดข้อผิดพลาดของมนุษย์

เครื่องวิเคราะห์
ระบบวิเคราะห์ที่ตอบสนองสูงมีส่วนช่วยในการวัดคุณสมบัติของผลิตภัณฑ์ / ตัวกลางอย่างแม่นยำช่วยให้ บริษัท เคมีภัณฑ์ปฏิบัติตามการควบคุมคุณภาพและกฎระเบียบด้านสิ่งแวดล้อมที่เข้มงวด

เครื่องมือวัดภาคอุตสาหกรรม
เครื่องมือสนามดิจิทัล“ ติดตั้งและลืม” ให้การวัดกระบวนการที่เสถียรและแม่นยำพร้อมต้นทุนการติดตั้งที่ต่ำการบำรุงรักษาใกล้ศูนย์และระบบอัจฉริยะในการวินิจฉัยตัวเอง ในฐานะผู้นำที่แท้จริงในอุตสาหกรรมกระบวนการอัตโนมัติและเทคโนโลยีที่เกี่ยวข้อง โยโกกาวา ได้นำอุปกรณ์ FOUNDATION fieldbus ™ที่เปิดใช้งานได้เครื่องแรกของโลกออกสู่ตลาดและนับตั้งแต่นั้นมาได้พัฒนาเครื่องมือวัดโปรโตคอล FOUNDATION fieldbus ™, HART และ Profibus อย่างครบถ้วนนอกเหนือจาก ISA100 ผลิตภัณฑ์การสื่อสารไร้สายที่รองรับ 11a
แหล่งข้อมูล

ENEOS Materials ประสบความสำเร็จในการดำเนินงานโรงงานอัตโนมัติระยะยาวครั้งแรกของโลกโดยใช้ AI ของ โยโกกาวา FDKPP ช่วยประหยัดพลังงานและลดภาระงานของผู้ปฏิบัติงานในขณะที่รักษาคุณภาพการผลิต

ไฮโดรเจนเป็นองค์ประกอบอะตอมที่ง่ายที่สุดและเล็กที่สุด น้ำกรดเบสและสารประกอบอินทรีย์ตระกูลใหญ่ล้วนมีไฮโดรเจน แม้ว่าไฮโดรเจนจะไม่มีฤทธิ์กัดกร่อน แต่ก็อาจทำให้เกิดปัญหากับเครื่องส่งสัญญาณความดันผ่านการซึมผ่านของไฮโดรเจน

โซดาไฟและกรดไฮโดรคลอริกที่ผลิตในโรงงานอิเล็กโทรไลเซอร์เป็นวัสดุพื้นฐานที่ใช้ในอุตสาหกรรมต่างๆ เคมีภัณฑ์ยาเคมีภัณฑ์น้ำมันเยื่อกระดาษและกระดาษ ฯลฯ กำไรเป็นผลมาจากการผลิตที่มีประสิทธิภาพโดยมีต้นทุนการดำเนินงาน / การบำรุงรักษาที่ลดลง การควบคุมกระบวนการที่เหมาะสมทำให้คุณภาพของผลิตภัณฑ์มีเสถียรภาพพร้อมกับผลกำไรจากการดำเนินงานที่มากมาย

พืชอิเล็กโทรลิซิสสร้างไฮโดรเจนและคลอรีนจากสารละลายน้ำเกลือ ก๊าซคลอรีนที่เกิดจาก anolyte ของถังอิเล็กโทรลิซิสโดยทั่วไปมีอยู่ระหว่าง 0.5 ถึง 2.0 โวลต์% H 2 O จากนั้นตัวอย่างจะถูกทำให้เย็นลงและกรองเพื่อกำจัดน้ำเกลือออกมาในภายหลังเป็นก๊าซคลอรีนเปียก ก๊าซเปียกจะถูกส่งไปยังหออบแห้งซึ่งได้รับการบำบัดด้วยกรดซัลฟิวริกเพื่อให้ความชื้นลดลงถึงระดับ ppm



ก๊าซหลายประเภทถูกบริโภคในอุตสาหกรรมต่างๆไม่ว่าจะเป็นสารเคมีอาหารและเครื่องดื่มและทางการแพทย์ โดยปกติก๊าซเหล่านี้จะถูกส่งในรูปของเหลวโดยรถบรรทุกและจ่ายที่ไซต์ของลูกค้า แม้ว่าปริมาตรการไหลของก๊าซเหลวที่ใช้ความเย็นจะถูกใช้เพื่อวัตถุประสงค์ในการเรียกเก็บเงิน แต่ก็ไม่ง่ายที่จะวัดได้อย่างถูกต้องเนื่องจากก๊าซจะอยู่ที่อุณหภูมิอิ่มตัวเสมอ

ก๊าซแอมโมเนีย (NH 3) ถูกฉีดเข้าไปเพื่อกำจัด NOx และทำให้ความเข้มข้นของ NOx ในก๊าซหุงต้มลดลง ด้วยเครื่องวิเคราะห์ NH 3 แบบเดิมที่ทำการวัดทางอ้อม ความเข้มข้นของ NH 3 จะได้รับผ่านระบบการสุ่มตัวอย่าง ดังนั้นจึงมีปัญหาเกี่ยวกับการบำรุงรักษาและค่าใช้จ่ายในการดำเนินการของระบบการสุ่มตัวอย่างและความล่าช้าในการวัดผล เครื่องวิเคราะห์เลเซอร์ TDLS8000 เป็นวิธีแก้ปัญหาเหล่านี้ทั้งหมด

การติดตามข้อมูลการวัดคุณภาพน้ำระยะไกลผ่านระบบตรวจสอบพื้นที่กว้างจะช่วยลดความเสี่ยงในการปิดระบบระบายน้ำได้อย่างมีประสิทธิภาพ

การวัดและควบคุมการรั่วไหลของตัวแลกเปลี่ยนความร้อนสามารถช่วยป้องกันการบำรุงรักษาซ่อมแซมและการหยุดทำงานที่มีค่าใช้จ่ายสูง การวัดค่าการนำไฟฟ้าของคอนเดนเสทที่เรียบง่ายโดยไม่ต้องบำรุงรักษาเป็นหลักจะให้ข้อมูลที่จำเป็นแก่ผู้ปฏิบัติงาน (หรือให้การควบคุมอัตโนมัติ) เพื่อป้องกันความเสียหายอย่างรุนแรงต่อหม้อไอน้ำหากเกิดการพัฒนาของตัวแลกเปลี่ยนความร้อน

บทความนี้กล่าวถึงตัวอย่างอุตสาหกรรมที่แท้จริงซึ่งระบบสาธารณูปโภคทั่วทั้งเว็บไซต์ของโรงกลั่นและไซต์ปิโตรเคมีได้รับการปรับให้เหมาะสมด้วยซอฟต์แวร์แบบเรียลไทม์ออนไลน์ที่ได้รับการพิสูจน์แล้วในอุตสาหกรรม มีการแสดงความคิดเห็นเกี่ยวกับประสบการณ์ที่ได้รับในช่วงกว่า 20 ปีของโครงการอุตสาหกรรมทั่วโลก (อ้างถึงข้อ 1 ถึง 10 เกี่ยวข้องกับโครงการล่าสุดบางส่วน) มีการอธิบายขั้นตอนหลักของโครงการและรายละเอียดที่สำคัญที่ต้องนำมาพิจารณาเพื่อให้มั่นใจว่าการใช้งานจะประสบความสำเร็จและมีการนำเสนอการถ่ายทอดเทคโนโลยีที่เหมาะสม กรณีศึกษาเฉพาะจะกล่าวถึงในกระดาษ

โรงงานอุตสาหกรรมขนาดใหญ่และซับซ้อนเช่นโรงกลั่นและปิโตรเคมีเริ่มตระหนักมากขึ้นว่าระบบไฟฟ้าจำเป็นต้องได้รับการจัดการอย่างเหมาะสมที่สุดเนื่องจากการลดพลังงานใด ๆ ที่ดำเนินการในหน่วยการผลิตในที่สุดอาจสูญเปล่าหากต้นทุนระบบไฟฟ้าโดยรวมไม่ได้รับการจัดการอย่างเหมาะสม อย่างไรก็ตามวิศวกรกระบวนการพยายามพัฒนาเครื่องมือบางประเภทอยู่เสมอโดยใช้สเปรดชีตหลายครั้งเพื่อปรับปรุงวิธีการทำงานของระบบสาธารณูปโภค ข้อเสียเปรียบหลักของความพยายามครั้งก่อนคือการขาดข้อมูล: วิศวกรใช้เวลาทั้งวันในการโทรศัพท์หรือเยี่ยมชมห้องควบคุมเพื่อรวบรวมข้อมูลจาก ระบบควบคุม (DCS) ประมวลผลในสเปรดชีตและจัดทำคำแนะนำเมื่อ พร้อมที่จะนำไปใช้ล้าสมัยและไม่สามารถใช้ได้อีกต่อไป

ระบบพลังงานขั้นตอนในการใช้ Visual MESA และคุณสมบัติหลายประการของแบบจำลองได้อธิบายไว้ในบทความนี้โดยเน้นที่การใช้ซอฟต์แวร์สำหรับการคำนวณ KPI ที่เกี่ยวข้องกับพลังงาน มีการหารือเกี่ยวกับโครงการดำเนินการ EMS และมีการนำเสนอข้อสรุปหลักที่เกี่ยวข้องกับการลดต้นทุนการดำเนินงานด้วย

Rohm and Haas บริษัท เป็นหนึ่งในผู้ผลิตวัสดุพิเศษรายใหญ่ที่สุดของโลกซึ่งรวมถึงกาวสารเคลือบหลุมร่องฟันสารเคลือบโมโนเมอร์วัสดุอิเล็กทรอนิกส์สารละลายอนินทรีย์และแบบพิเศษและเรซินแลกเปลี่ยนไอออน Rohm และ Haas ก่อตั้งขึ้นในปี 1909 โดยผู้ประกอบการชาวเยอรมันสองคนมีรายได้ต่อปีเพิ่มขึ้นถึง 6 พันล้านดอลลาร์

เอกสารนี้แสดงวิธีการปรับปรุงการกลั่นโดยมุ่งเน้นไปที่กระบวนการอัตโนมัติ จะทบทวนความสำคัญของการใช้ขั้นตอนในการกลั่นและเน้นการทำงานร่วมกันระหว่าง Fractionation Research Inc. (FRI) และ โยโกกาวา Corporation เพื่อปรับปรุงการดำเนินการตามขั้นตอน

โลกของกระบวนการอัตโนมัติและการจัดการการผลิตได้มาบรรจบกันเป็นระยะเวลาหนึ่ง สิ่งที่ครั้งหนึ่งเคยเป็นเกาะของระบบอัตโนมัติและฟังก์ชันการจัดการการผลิตที่เชื่อมต่อกันผ่าน การบูรณาการ เป็นกรรมสิทธิ์สูงซึ่งมีค่าใช้จ่ายสูงในการดูแลรักษาได้พัฒนาเป็นแพลตฟอร์มแบบบูรณาการที่ให้การแลกเปลี่ยนข้อมูลที่ราบรื่นระหว่างโลกของระบบอัตโนมัติและพื้นโรงงานหน้าที่ของการผลิตและการจัดการการดำเนินงาน และ การบูรณาการ กับระบบระดับธุรกิจ
- เบสเคมี (Base Chemical)
- เชื้อเพลิงชีวภาพ
- กลุ่มและปิโตรเคมี
- สารเคมี
- อาหารและเครื่องดื่ม
- พลังงานความร้อนใต้พิภพ
- นอกชายฝั่ง (FPSO FLNG & FSRU)
- อุตสาหกรรมน้ำมันและก๊าซ
- อุตสาหกรรมน้ำมันและก๊าซขั้นปลาย
- ปิโตรเคมี
- เภสัชกรรม
- ท่อ
- พลังงาน
- เยื่อกระดาษและกระดาษ
- การกลั่น
- พลังงานทดแทน
- ความร้อน
- ต้นน้ำ
- การบำบัดน้ำเสีย
- น้ำดีและน้ำเสีย
- การบำบัดน้ำ

การโยกย้าย DCS ของโรงกลั่นทำให้มีโอกาสในการกำหนดค่าใหม่และรวมห้องควบคุมและระบบการจัดการการปฏิบัติงาน

กรกฎาคม 2554
โรงงานในกระบวนการทำงานตามขั้นตอนการปฏิบัติงาน ขั้นตอนเหล่านี้ประกอบด้วยชุดของงานที่ดำเนินการในลักษณะที่สอดคล้องกันเพื่อให้บรรลุวัตถุประสงค์เฉพาะเช่นการเริ่มต้นการปิดระบบหรือการเปลี่ยนหน่วยเป็นส่วนหนึ่งของการสร้างผลิตภัณฑ์

กันยายน 2551
โยโกกาวา กำลังช่วยไซต์เคมีภัณฑ์ขนาดใหญ่ในจีนในการจัดการการขนย้ายผลิตภัณฑ์ทางถนนทางเรือและทางท่อ

เหมืองแร่และโรงกลั่น Wyoming Trona อัปเกรดจาก โยโกกาวา Centum CS3000 เป็น CENTUM VP-R5 เกี่ยวข้องกับสองโดเมนสถานีควบคุมภาคสนาม 21 RIO และ FIO 17 สถานีผู้ปฏิบัติงาน 6 วิศวกรรม และ 8 เซิร์ฟเวอร์โรงงาน

{kind=link}
CONTROL มกราคม 2013
ระเบียบวิธีการทำงานอัตโนมัติมาตรฐานช่วยปรับปรุงการดำเนินงานและป้องกันเหตุการณ์โดยการเปิดใช้งานการแบ่งปันแนวทางปฏิบัติที่ดีที่สุดระหว่างผู้ปฏิบัติงาน

ARC เชื่อว่าด้วยการใช้ระบบอัตโนมัติตามขั้นตอนโรงงานกระบวนการจำนวนมากสามารถลดความแปรปรวนเพื่อช่วยให้แน่ใจว่าการเปลี่ยนสถานะเป็นไปอย่างราบรื่นมีประสิทธิภาพและปลอดภัย
ดาวน์โหลด
โบรชัวร์
- Deliver Excellence and Create Success - To be the Leader in the Chemical Industry - (4.9 MB)
- รวมเรื่องราวความสำเร็จด้านเคมีภัณฑ์ (เคมีภัณฑ์พื้นฐาน ปุ fertilizers ปิโตรเคมี)
- Electrolyzer Solution Instruments and Solution for Ion-Membrane Electrolyzer Plant Application (5.3 MB)
- Solutions for the Chemical Operations Executive (2.0 MB)
- Differential Pressure Level Solutions (8.0 MB)
คุณต้องการข้อมูลเพิ่มเติมเกี่ยวกับบุคลากร เทคโนโลยี และโซลูชั่นของเราหรือไม่ ?
ติดต่อเรา