Solutions for Success
Remaining relevant and competitive in the dynamic ammonia and methane chemical industry has become paramount. As regulations change and the demand for sustainable solutions rise, it is now more critical than ever to synchronize your business with the evolving paradigm shifts.
With these changes it’s also crucial to maintain a technological edge when taxed with constant cost and margin pressures, as well as volatile feedstock and energy prices. Yokogawa comprehends these challenges and is aligned to help you meet your objectives.
Whether you seek to transform your enterprise, enhance sustainability, be a safety leader, or produce better outcomes, Yokogawa is your dedicated partner on the path to success for today's evolving market and tomorrow’s untapped opportunities.
Yes, I Want a Consultation

-
Ammonia
Ammonia producers are faced with rapid growth combined with many older control systems. Growth is driven by global demand for fertilizer and supported by cheap and plentiful shale gas.
-
Chlor-Alkali
The rigorous demands of Chlor-alkali production require accurate, reliable instrumentation that provides all required measurements.
-
Methanol
The increasing demand for petrochemical goods, coupled with the quest for cleaner energy sources, contributes to the surge in methanol demand.
Details
OperX Measurements: Electrolysis Solutions
 |
Yokogawa's best-in-class digital smart instruments are designed for tough Chlor-Alkali applicationsThe rigorous demands of Chlor-alkali production require accurate, reliable instrumentation that provides all required measurements. Yokogawa delivers field-proven technologies that can endure the difficult conditions to allow plants to maximize performance, profitability, and most importantly, safety. Discover how Yokogawa's instrumentation is solving tough challenges |
|
 |
 |
 |
| Process Flows for Electrolysis Cells | Trace Moisture in Chlorine Production |
 |
BLOGS: |
Meeting ammonia challenges head on
In the ammonia Industry, where demands are as formidable as the very elements they harness, Yokogawa has identified best practices. With a keen grasp of this energy-intensive process, our solutions are fueled by meticulous engineering and cutting-edge technologies, a quest for unrivaled efficiency and safety. We provide the capability to maintain the optimal temperature, pressure, and feedstock ratios to maximize ammonia yield while minimizing environmental impact.
Our goal is to help you meet the evolving industry challenges head on. To that end, our pursuit of excellence knows no bounds. We hold the keys to unlocking the secrets of process monitoring, predictive maintenance, energy efficiency, all while meeting global demand, reducing emissions, and helping to create a more sustainable future for all.
Enhanced Control
There are many disturbances that can affect efficiency and stability at a modern ammonia plant. For example, a feed gas rate may be changed several times a day to manage a daily quota of gas. Changes in primary reformer operation can affect methane leakage into the synthesis loop, which in turn requires changes in purge rate to hold loop pressure or inert levels at the desired value. Certain energy efficiency methods also have the potential to cause disturbances throughout the entire plant.
The impact of these disturbances can be managed with a control strategy that focuses on these primary objectives:
- Increase throughput
- Reduce loss of hydrogen and nitrogen to purge
- Reduce utilities consumption, both steam and fuel gas
- Provide improved operating information
Pushing unit processes to their optimal conditions increases plant efficiency and profitability. Enhanced, progressive controls are often employed to drive the operation of an ammonia plant to its most profitable running condition. There are 8 great benefits for enhanced control at ammonia plants.
Top 8 Control Benefits
- More consistent product quality
- Energy (fuel and steam) conservation
- Greater operating efficiency
- Improved operating stability
- Faster line-out following feed changes
- Reduction in constraint violations (metallurgical, catalyst bed, etc.)
- Elimination of off-specification products
- Better operating information & operator understanding
Optimum outcomes for methanol
Yokogawa understands what profitable methanol productions entails – low cost of feedstock, high energy requirements for steam reforming, high pressure for cooling, compression for catalytic reaction, and distillation for purification of methanol to allow best conditions for optimum production outcomes.
We provide solutions that enhance safety, ensure accurate and reliable operation, and increase plant efficiency across every facet of your production activities. As a key element of this crucial industrial process, water retention/discharge, and the smart management of it, can influence both process efficiency and sustainability results.
North America Quick Ship Program
Don't let broken instrumentation dampen your productivity
Shutdowns and other emergency situations happen, which can have a critical impact on your production schedule. That is why Yokogawa is pleased to offer improved delivery with our Quick Ship Program. With quick shipping, you can have the products you need sooner, allowing you to remain on schedule after an emergency situation.

Get back to business quickly
Yokogawa is able to deliver quick shipping for many of these standard products by pre-building them to have sub-assemblies prepared, contributing to a shorter lead-time, and an overall faster shipping process. Through our Quick Ship Program, we ensure an expedited ship date, cutting down our standard lead time to just days for most products including pressure transmitters, flow meters, and various analyzers

Resources

ENEOS Materials successfully achieved the world's first long-term autonomous operation of a plant using Yokogawa's AI. FDKPP saves energy and reduces operator workload while maintaining manufacturing quality.

ADMAG AXG Magnetic Flowmeter Helps to Optimize Production Throughput and Reduce Energy Consumption in Chlor-Alkali Plant

Sumitomo Chemical improved process stability and reduced operator workload by automating filter regeneration, startup, and shutdown with Yokogawa Exapilot. The solution eliminated up to 56 manual adjustments per day and reduced recovery time by up to two hours.

Hydrogen is the simplest and smallest atomic element. Water, acids, bases, and the immense family of organic compounds all contain hydrogen. Even though hydrogen is not corrosive, it can cause problems for pressure transmitters through Hydrogen Permeation.

Electrolysis plants create hydrogen and chlorine from a brine solution. Chlorine gas generated from the anolyte of the electrolysis tank generally contains between 0.5 to 2.0 vol% H2O. The sample is then cooled and filtered to remove brine, subsequently coming out as wet chlorine gas. The wet gas is sent to a drying tower where it is treated with sulfuric acid to get moisture down to the ppm level.

Yokogawa’s Process Liquid Analyzers series help pigment producers achieve a more reliable and accurate analysis of pH during industrial bioprocesses, improving product quality with less total operation costs.

Ensure minor issues in Vinyl Chloride Production can be identified before becoming serious problems with Yokogawa’s In-Situ Gas Analyzer TDLS8000 and Probe Type Analyzer TDLS8200.

NH3 injection lowers NOx in stack flue gas, boosts dust collection efficiency, and prevents erosion. Precise measurement and control of NH3 are crucial to avoid excess use, which increases costs and causes odors. The TDLS8000 solves these issues with direct measurement for effective NH3 management.

Boosting efficiency in Chlor-Alkali Plants with the ADMAG Magnetic Flowmeter provides accurate, stable flow measurement for Brine and Caustic in Chlor-Alkali electrolyzer cells, improving production efficiency and reducing energy consumption.

Conductivity measurement can be used as a reliable indicator of the real-time brine concentration. Using an online process analyzer removes the need for timely grab sample analysis.

Enhance the efficiency and safety of your vapor recovery systems and flare/vent headers with Yokogawa's cutting-edge Tunable Diode Laser Spectrometers – the TDLS8000 and TDLS8220. Elevate your oxygen measurement capabilities with our interference-free analyzers, providing direct measurements. Experience unparalleled reliability, ensuring minimal upkeep and secure operations without the need for system shutdowns.

The Yokogawa DTSX1 Fiber Optic Heat Detector protects your equipment against abnormal heat events while being more affordable than other heat detection solutions.
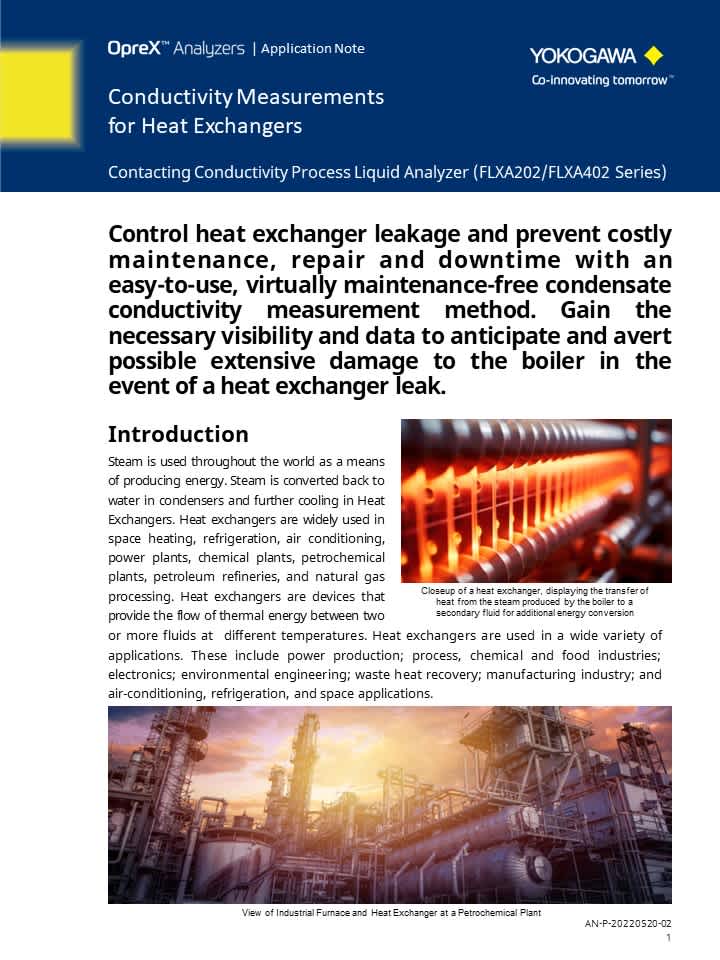
Heat exchangers are devices that provide the flow of thermal energy between two or more fluids at different temperatures. Heat exchangers are used in a wide variety of applications. These include power production; process, chemical and food industries; electronics; environmental engineering; waste heat recovery; manufacturing industry; and air-conditioning, refrigeration, and space applications. Yokogawa offers a means to control heat exchanger leakage and prevent costly maintenance, repair and downtime with an easy-to-use, virtually maintenance-free condensate conductivity measurement method.
Download this eBook and learn:
- The top challenges that drive reinstrumentation
- How to plan for and achieve a successful project
- Best practices in identifying your project scope
- 5 ways to improve operator effectiveness
- Different scenarios and best practices for updating, migrating or replacing process controls, safety systems, and instrumentation in plants

In this Yokogawa RAP Best Practices eBook, you’ll discover how our wealth of knowledge about Integrated Safe Systems and Control of Work is available to help you and your teams design and implement a system that best suits your needs.


This paper discusses real industrial examples in which the sitewide utilities system of refinery and petrochemical Sites are optimized with a real time, on line, industrially proven software. Experiences gained during more than 20 years of industrial projects deployed worldwide are commented (Refs. 1 to 10 are related to some recent projects). Main project steps are explained and critical details to be taken into account to assure successful use and proper technology transfer are presented. Specific case studies will be discussed in the paper.

Big and complex industrial facilities like Refineries and Petrochemicals are becoming increasingly aware that power systems need to be optimally managed because any energy reduction that Operations accomplish in the producing Units could eventually be wasted if the overall power system cost is not properly managed. However, process engineers always attempted to develop some kind of tools, many times spreadsheet based, to improve the way utilities systems were operated. The main drawback of the earlier attempts was the lack of data: engineers spent the whole day at phone or visiting the control rooms to gather information from the Distributed Control System (DCS) data historian, process it at the spreadsheet and produce recommendations that, when ready to be applied, were outdated and not any more applicable.

The energy systems, the steps for the implementation of Visual MESA and several features of the model are described in this article, with a focus on the use of the software for the calculation of energy-related KPIs. The EMS implementation project is discussed and the main conclusions relative to the reduction in operating costs are also presented.

The plant still has legacy OT systems that pose significant challenges in a modern ammonia manufacturing environment due to their limited functionality, which can prevent the adoption of advanced technologies and tools needed to keep up with current production demands. These systems often require costly and hard-to-find maintenance and support as they age, and they lack robust cybersecurity measures, making them vulnerable to cyber threats.

Rohm and Haas Company is one of the world's largest manufacturers of specialty materials, including adhesives, sealants, coatings, monomers, electronic materials, inorganic and specialty solutions, and ion exchange resins. Founded in 1909 by two German entrepreneurs, Rohm and Haas has grown to approximately $6 billion in annual revenues.

Industrial process automation has evolved significantly over the years, playing a pivotal role in improving operational efficiency, safety, cost reductions, and ensuring product quality. Traditional automation systems, however, often relied on proprietary, closed architectures, leading to vendor lock-in, interoperability challenges, and limited adaptability to changing business needs often required for enterprises to expand or progress. Industrial process automation has evolved significantly over the years, playing a pivotal role in improving operational efficiency, safety, cost reductions, and ensuring product quality.
In this Whitepaper by Mark Hammer you will learn about:
- The movement away from proprietary, closed architectures
- How OPA avoids vendor lock-in and interoperability challenges
- Changing business needs requiring flexible systems to progress
This paper shows how to improve distillation operations by focusing on procedure automation. It will review the importance of using procedures in distillation operations and highlights the collaboration work underway between Fractionation Research Inc. (FRI) and Yokogawa Corporation to improve procedural operations.

The worlds of process automation and production management have been converging for some time. What once used to be islands of automation and production management functionality connected through highly proprietary integration schemes that were costly to maintain have developed into integrated platforms that provide seamless data exchange between the world of automation and the plant floor, the functions of production and operations management, and integration with business level systems.

Industry 4.0 represents a transformative era set to revolutionize global industries signifying a seismic shift in productivity, leveraging digital technologies for enhanced efficiency and sustainability. Key components include automation, machine learning, real-time information, and interconnectivity. Ensuring that maintenance receives real-time information at the right time is crucial, requiring an operation technology infrastructure that integrates from sensors to enterprise systems.

When selecting a Level Measurement device, what to consider in order to be accurate and repeatable?

Migration of a refinery's DCS provided an opportunity to reconfigure and consolidate the control rooms and operational management system.

July 2011
Process plants are run according to operational procedures. These procedures consist of a set of tasks that are executed in a consistent manner to achieve a specific objective, such as starting up, shutting down or transitioning a unit as part of making a product.

September 2008
Yokogawa is helping a large chemicals site in China manage product transfer by road, ship and pipeline.
Blue ammonia represents a significant opportunity for the ammonia industry. Unlike “green” ammonia, which relies on renewable energy and is still in the early stages of development, blue ammonia can be produced using much of the same infrastructure already in place for grey ammonia.

The Wyoming Trona Ore Mine and Refinery upgrade from Yokogawa Centum CS3000 to CENTUM VP-R5 involved two domains, 21 RIO and FIO field control stations, 17 operator stations, 6 engineering stations and 8 different plant servers

CONTROL, January 2013
Standard Automation Methodology Improves Operations and Prevents Incidents by Enabling the Sharing of Best Practices Among Operators.

With work injuries on the increase, migrating to digital platforms to address worker safety has become a priority. Digital transformation simplifies the integration of new digital applications such as alarm lifecycle management, functional safety lifecycle management, shift team effectiveness, and permit-to-work.

ARC believes that by implementing procedural automation, many process plants can minimize variability to help ensure smooth, efficient, and safe state transitions.

A Perspective on New Technology Impacts on the Chemical Processing Industry by Sergio Fernandes, Chemical Market Leader, Yokogawa Corporation of America

Optimizing the maintenance cycle is not always straightforward. In some cases, cleaning once a week is sufficient and other processes may require every 8 hours.
- Ammonia
- Base Chemical
- Biomass Power
- Chemical
- Chlor-Alkali
- Desalination
- Drinking Water Treatment
- Energy Transition
- Food & Beverage
- Geothermal Power
- Hydro Power
- Industrial Water
- Iron & Steel
- LNG Liquefaction
- LNG Regasification & Storage
- LNG Supply Chain
- Methanol
- Mining & Metal
- Nuclear
- Ocean Thermal Energy Conversion
- Oil & Gas Downstream
- Petrochemical
- Pharmaceutical
- Power Generation
- Processing & Fractionation
- Pulp & Paper
- Refining
- Specialty & Fine Chemical
- Water & Wastewater

Learning these four lessons will help you improve your engineering skills and most importantly extend the life of your pH sensors.
- Ammonia
- Base Chemical
- Biomass Power
- Chemical
- Chlor-Alkali
- Desalination
- Drinking Water Treatment
- Energy Transition
- Food & Beverage
- Geothermal Power
- Hydro Power
- Industrial Water
- Iron & Steel
- LNG Liquefaction
- LNG Regasification & Storage
- LNG Supply Chain
- Methanol
- Mining & Metal
- Nuclear
- Ocean Thermal Energy Conversion
- Oil & Gas Downstream
- Petrochemical
- Pharmaceutical
- Power Generation
- Processing & Fractionation
- Pulp & Paper
- Refining
- Specialty & Fine Chemical
- Water & Wastewater

Select the correct pH glass and reference type to improve your pH sensor lifetime and you can limit or even eliminate the effects of temperature and pressure on especially the reference sensor.
- Ammonia
- Base Chemical
- Biomass Power
- Chemical
- Chlor-Alkali
- Desalination
- Drinking Water Treatment
- Energy Transition
- Food & Beverage
- Geothermal Power
- Hydro Power
- Industrial Water
- Iron & Steel
- LNG Liquefaction
- LNG Regasification & Storage
- LNG Supply Chain
- Methanol
- Mining & Metal
- Nuclear
- Ocean Thermal Energy Conversion
- Oil & Gas Downstream
- Petrochemical
- Power Generation
- Processing & Fractionation
- Pulp & Paper
- Refining
- Specialty & Fine Chemical
- Water & Wastewater

The lifetime of a pH sensor has a significant impact on the overall annual costs of a pH measuring loop. Optimizing four key factors will decrease these costs and optimize process control and overall plant efficiency.
- Ammonia
- Base Chemical
- Biomass Power
- Chemical
- Chlor-Alkali
- Desalination
- Drinking Water Treatment
- Energy Transition
- Food & Beverage
- Geothermal Power
- Hydro Power
- Industrial Water
- Iron & Steel
- LNG Liquefaction
- LNG Regasification & Storage
- LNG Supply Chain
- Methanol
- Mining & Metal
- Nuclear
- Ocean Thermal Energy Conversion
- Oil & Gas Downstream
- Petrochemical
- Pharmaceutical
- Power Generation
- Processing & Fractionation
- Pulp & Paper
- Refining
- Specialty & Fine Chemical
- Water & Wastewater

ESG-focused institution offers a framework and a guide for manufacturers to be sustainable.
For more YNOW2024 articles, please visit YNOW: A Yokogawa Users Conference | Control Global

When it comes to digital transformation, Petronas’ Sharul Rashid wants to see more collaborative efforts.
For more YNOW2024 articles, please visit YNOW: A Yokogawa Users Conference | Control Global
Downloads
Brochures
- Chemical Industry Solutions (1.0 MB)
- Success Story Collection Chemical (Base Chemical, Fertilizer, Petrochemical)
- Electrolysis Solutions: Instrumentation Solutions for Electrolysis Plant Applications (841.1 KB)
- Solutions for the Chemical Operations Executive (1.2 MB)
- TDLS8220 LOC (Limiting Oxygen Concentration) Infographic
- Differential Pressure Level Solutions (23.1 MB)
- Extractive Tunable Diode Laser Spectrometer TDLS8220 (5.6 MB)
- CENTUM VP DCS Top 10 Features Infographic (231.4 KB)
- Pre-Engineered Solutions for Moisture in Chlorine (650.1 KB)
- Yokogawa Solutions and Products in North America (10.2 MB)
- Top 10 Pressure Transmitter Features Infographic Poster (283.1 KB)
- Improved Combustion Efficiency and Safety with TDLS Measurements (526.2 KB)
- Overcome Temperature Effects for DP Level (778.1 KB)
Instruction Manuals
Videos

ROTAMASS is the integral and remote type Coriolis Mass Flow Meter. Both types have highly refined digital signal processing electronics, so that accurate and stable mass flow measurement is achieved.
It is the most technologically advanced mass flow meter yet. By combining the superior design of the application specific flow sensor and transmitters with the Total Insight philosophy and functionality, the flexibility of the ROTAMASS to adapt to changing requirements guarantees performance throughout the lifecycle of the process measurement.
Yokogawa programs each oven to suit one or multiple process samples via its main components (sets of valves, columns, and detectors explicitly designed to the customer's application), and the combination of which is based on the chemical properties of all or some of the components in the specific gas mixture.
The GC8000 has an innovative predictive diagnostics; Virtual Tech, package built in to help keep the unit operating at peak performance. A number of Key Performance Indicators (KPI) are monitored during every analysis to verify the analyzer is operating within proper tolerances. The data monitored includes: Chromatogram Shape, Peak Data, Valve Data, Detector Data, Oven Performance Data

UACS alarm shelving allows operators to temporarily suppress or "shelf" certain alarms. This can be useful in situations where an alarm is not critical or requires further investigation before an action is taken. Shelving an alarm typically means that it is acknowledged but not actively alarming, so it can be reviewed for later action.

This video introduces Unified Alarms and Conditions Server (UACS) for CENTUM VP. It covers some basic capabilities of UACS. UACS is a centralized alarm management system that helps to drive compliance with ISA 18.2. UACS is responsible for implementing and maintaining the alarms throughout the management life cycle.
The GC8000 has a built-in 12-inch color touch screen display that dramatically simplifies maintenance. At the touch of the screen, the technician can access all of the analytical parameters and measurement results; displayed in easy-to-understand graphical color screens.


{kind=link}
Watch the film by KBC who are supporting their clients in their efforts to address climate change and sustainability.
Looking for more information on our people, technology and solutions?
Contact Us