The oil & gas downstream industry has been facing an increasing number of challenges in recent years. These include the changing characteristics of the feedstock to be processed, aging of process facilities and equipment, rising cost of energy, lack of skilled plant operators who can run a refinery safely and efficiently, and the ever-changing requirements from both the market and the customer.
Over the years, Yokogawa has partnered with many downstream companies to provide industrial solutions focused on solving these challenges and problems. Yokogawa's VigilantPlant solutions have helped plant owners to achieve maximum profitability and sustainable safety within their plants.

-
Refining
In the ever-changing marketplace, refineries are seen not only as crude processing units but also as profit centers. At the same time, there is a keen awareness of the need for safety at such facilities. A total production solution that encompasses planning, scheduling, management, and control is required to achieve long-term goals for profitability, efficiency, and environmental protection. With years of expertise in the automation field, Yokogawa can bring you affordable total solutions for improved operability and a cleaner world.
-
Terminal
Today, many end-users not only in the oil, gas, and petrochemical industries, but also in the LNG/LPG and bulk industries are facing common logistical challenges. Those challenges include shortening the product delivery time, improving loading efficiency, adapting to changes in the manufacturing process, improving safety, increasing administrative efficiency, reducing labor costs, integrating data systems, visualizing operations, managing traffic, and so forth.
Yokogawa has been providing solutions to meet customers’ needs for terminal automation and management for decades.
-
Lube Oil
In lubricant manufacturing, there are ever-changing complex and exacting formulation requirements, whether the material is processed in an in-line blending system or as a batch process. Accordingly, the control and information system must provide the flexibility to keep changing the formulas and procedures, while also being highly reliable and accurate.
-
Petrochemical
- Diverse needs of petrochemical companies’
- Improve quality, productivity
- Yokogawa tailor-made solutions, long and wide-ranging experience in this field
Resources

- Smooth project execution with no schedule and/minimal safety incidents.
- Easy to use, easy to reconfigure interface that has resulted in numerous post-installation enhancements.
- Minimizing day-to-day plant operation problems including reducing the alarming factor.

Life Cycle Agreement ensures a continuous and satisfactory performance of BAPCO's CENTUM DCS and ProSafe-RS system.
Under the agreement, Yokogawa will provide comprehensive services such as system healthiness check, 24/7 emergency support, etc.

Yokogawa provided JCCP with an immersive and practical virtual field training curriculum using VR technology JCCP's training with this solution has received high praise from participants in oil & gas producing countries.

- Successful migration of in-line blending distributed control and oil movement systems.
- To minimize operator intervention and to keep the product properties on specification.

- CENTUM CS 3000 plays key role in Malaysian waste oil to diesel project.
- Yokogawa proposed to provide its systems and services as the main instrument vendor.

- To replace the existing CENTUM XL control station with the latest Yokogawa CS 3000 hardware and upgrade the control network.
- The plan was to minimize plant downtime by doing a hot cutover from the old to the new control system.

- This has considerably improved the safety, quality, and efficiency of off-site operations.
- Yokogawa was the clear choice for installation of the OMS.

Universal Terminal (S) Pte Ltd, one of the largest independent petroleum products storage terminals in the Asia Pacific, has been built on Singapore's Jurong Island at a cost of S$750 million.

- Smooth and safe switchover to the new system
- Easy-to-use, easy-to-engineer system, plus various post-installation enhancements
- Tuned controllers for smooth plant operation and better traceability of process upsets
- Various other improvements thanks to advanced process control and MVC implementation

- Exapilot was introduced to maximize operational efficiency at an experimental refining facility.
- To prevent operator errors, it was essential to standardize operating procedures.

- Flawless refinery start-up assured by operator training simulator.
- The virtual test function of the OmegaLand simulator created the same environments as CENTUM CS 3000.

- Computerized Maintenance Management System by PRM and SAP Schedules Field Instrumentation Maintenance.
- The frame applications and DTMs support the preventive maintenance strategy with self-diagnostic and condition monitoring.

PetroChina Guangxi Petrochemical Company has completed construction of a combined refinery and petrochemical production complex in Qinzhou, a port city in China's Guangxi Autonomous Region. With a 10 million ton per year capacity, the refinery is one of China's largest, and is truly world class, using a highly advanced hydrogenation process, with the main process technologies coming from the USA and France.

- To decrease downtime and maintenance costs, the decision was made to introduce Yokogawa's CENTUM DCS.
- With well-experienced MAC approach, Yokogawa replaced successfully legacy DCS.

The Mathura refinery is a strategically important facility that supplies diesel, gasoline, aviation turbine fuel, kerosene, liquefied petroleum gas, furnace oil, and bitumen to customers throughout northwestern India.

- HMEL selected an integrated solution from Yokogawa
- Yokogawa India oversaw and implemented the engineering, installation, and commissioning of the refinery

- The AR1 refinery recently replaced its legacy DCS with Yokogawa's CENTUM CS 3000.
- Achieving an Intelligent Oil Management System.

- Stable regeneration of butane driers and effective start-up of sulfur recovery plant.
- Exapilot contributes to operational consistency and procedure management in large refinery plant.

- Using the CENTUM CS 3000 system, many kinds of plant key performance indexes are calculated and analyzed to produce further improvements.
- During plant start-up, PRM helps the customer's engineers perform all the loop checks.

- Exapilot contributes to safety, reduces cost, and retains operational know-how.

- Integrated CENTUM VP and ProSafe-RS Systems Ensure Nonstop Operation of ADU/DKU Processes.
- "This is a real VigilantPlant! We will continue to improve our production efficiency."

- The project goals emphasized schedule, quality, cost and safety.
- More than 40 sub-system interface cards are utilized for b14 partners company7s system integrated with CENTUM CS 3000.

- Yokogawa's FA-M3 PLC improves efficiency and accuracy at the lubricant blending processes in Thailand.
- FA-M3 is integrated with SFC Excellence's enterprise resource planning and recipe management system.

- Exapilot smoothly starts up and shuts down the world's biggest experimental distillation unit.
- Data visualization is the key, giving operators a complete understanding of what is is going on in the process, in real time.
An in-situ TDLS8000 installed on a process leg or bypass stream provides a reliable and high-speed measurement that is representative of the process composition.
VOC (Volatile Organic Compounds) are compounds that evaporate easily at room temperature. They generate photochemical oxidants and cause soil and water pollution.

Hot Spot Monitoring for Safety with a Fiber Optical Temperature Sensor

Fast online gas chromatograph (GC) analysis for LPG distillation. The analytical upgrade project with process GCs was a complete success.

The top gas generated at the top of a distillation column in a petroleum refinery's fluid catalytic cracker (FCC) is used to produce gasoline and LPG. The GD402 Gas Density Meter features an intrinsically safe and explosion-proof design, fast response, and a dust-proof, anti-corrosive, and flame-proof construction.

With industrial and economic development comes increasingly large and advanced power plants and factories. Nevertheless, we find many cases where the original cables, cable tunnels, and other components of the power infrastructure have languished under continuous operation.
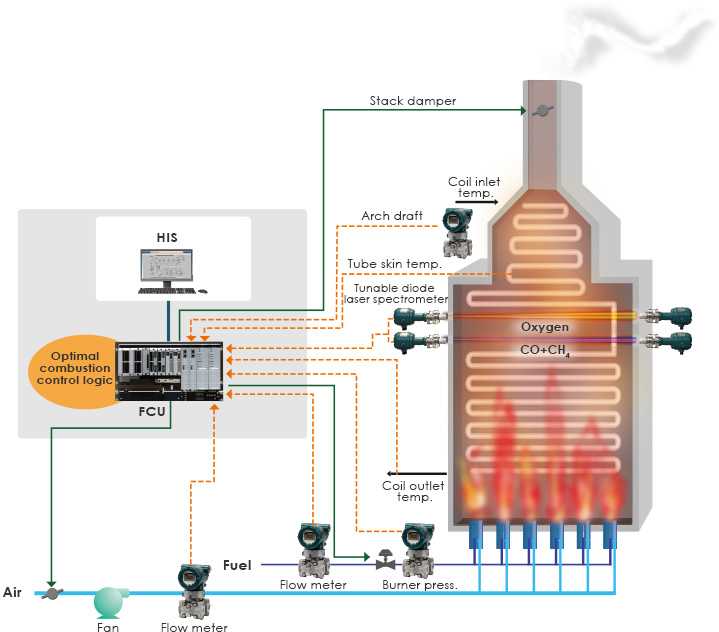
Fired heaters are used for various processes in oil refining and petrochemical plants.
Wireless temperature measurement solution makes modernizing operations and maintenance of delayed coker unit affordable.

Challenges
- The distance is not so long, but there are many pipes and tanks ("Pipe Jungle") in the field.
- Had to avoid the obstacles and take care multi path condition.
Solution
Repeater is installed on high place between control room and monitor position. The extend cable is used for antenna of Gateway.
- Temperature Transmitter (YTA) x1, Pressure Transmitter (EJX) x2
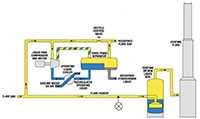
To defray energy costs, many industrial plants have their own boilers to generate steam to produce a portion of their energy needs. In addition to generating power, the steam may also be used directly in plant processes or indirectly via heat exchangers or steam jacketed vessels.

Reverse osmosis (RO) is a separation process that uses pressure to force a solution through a membrane that retains the solute on one side and allows the pure solvent to pass to the other side. More formally, it is the process of forcing a solvent from a region of high solute concentration through a membrane to a region of low solute concentration by applying a pressure in excess of the osmotic pressure.
Storage tanks are used in a variety of industries ranging from holding crude oil to holding feedstock for vinyl chloride monomer (VCM).

The client wanted to monitor the temperature on a chimney. Exhaust air is exposed to the heat on the way traveling from the inlet to the outlet in the chimney. Then constituent of the air transform to harmless elements. It is important to keep the temperature in the chimney as designed.
Download this eBook and learn:
- The top challenges that drive reinstrumentation
- How to plan for and achieve a successful project
- Best practices in identifying your project scope
- 5 ways to improve operator effectiveness
- Different scenarios and best practices for updating, migrating or replacing process controls, safety systems, and instrumentation in plants

A Basic Guide to Accurate & Reliable Flow Measurement.

A multivariable model based predictive control (MPC) was implemented at the FCCU "A" in YPF S.A. Refinería La Plata.
There are three MPC controllers installed: one covering the reactor-regenerator-main fractionator, other controlling the gas con- centration plant ant the third controlling an isolated depropanizer column. The paper describes the implementation of the project, the controller structure and the main results obtained from the MPC.

Hydrogen management can have a significant effect on refinery utility supply through the integration with the rest of the utilities. Real-time optimization of hydrogen production in conjunction with steam, power and fuels can yield significant savings opportunities for the refinery.

This paper describes the tasks performed to develop and implement real time, online models, to help with the three KNPC refineries energy cost minimization and energy management, which are scheduled to perform it automatically. They allow to clearly identify the different economic trade-offs that challenges the operation of the site wide energy systems at minimum cost while reducing the energy waste and, therefore, CO2 footprint. Recommendations given by the optimizers are taken into account by operations on a daily basis

Smart devices, like Yokogawa’s line of Total Insight transmitters and flowmeters contribute to Digital Transformation during operations and throughout the lifecycle of the instrument.

In general, refineries exhibit a very good potential for real time monitoring and optimization using Visual MESA Energy Management System.
Based on our extensive experience, overall benefit in the range of 2% to 5% of the total energy cost can be achieved. Expected project payback is always less than one year.

This article describes the tasks performed to develop and implement a real time, online model for energy cost minimisation and energy management at KNPC's MAA refinery.
After a description of the main project implementation tasks, the Real Time Energy Management System's (RTEMS) functionalities are described and the optimisation implementation procedures are commented on. Finally, several obtained results are presented.

Utilities and energy systems are often the major source of SOx, NOx and CO2 emissions, therefore, emissions control and the management of credits and quotas are tightly interrelated with energy management.
In the case of refineries, chemical and petrochemical plants, energy represents the main cost (second to feedstock) and therefore its reduction has become a bottom line business decision. The energy systems at these sites are inherently complex, with the emissions cost analysis and limits compliance introducing an additional factor to the complexity of the energy costs reduction challenge.
Process plants use different type of fuels, they often operate cogeneration units, their steam networks consist of several pressure levels, there are different types of energy consumers and there are emission limits to be observed. Import or export of electricity in deregulated markets, which could also be traded off with more or less CO2 and other contaminant gaseous emissions, increase the optimization problem complexity.

The Repsol YPF Tarragona Refinery operates a large, complex steam system. Utilities Optimization has been performed with an on-line computer based steam management program (VISUAL MESA) in order to make the Refinery more energy efficient and reduce steam system operating costs.
VISUAL MESA allows operators and engineers to:
- Monitor steam production and use;
- Optimize the production and use of steam, fuel and power in order to reduce costs;
- Perform "what-if" studies, and
- Audit the system with continually validated data. Nelson & Roseme, Inc. and Soteica Europe S.L. have worked with Repsol YPF Tarragona

Petronor is Spain's largest refinery, with a processing capacity of eleven million tons a year. Its energy system is large and complex, therefore the auditing and control of energy costs are a real challenge. This paper describes the tasks performed together with Soteica, using a modern on line information and optimization system tools, to reduce energy costs.


This paper will not describe just all the features of the software or fully explain on-line optimization technology. The objective of this work is to present some interesting facts and lessons from the experience of implementing a cost based optimization program at thirty oil refineries and petrochemical complexes, around the world, since 1997. This paper will focus on the key optimization variables and constraints in steam system optimization, how they should be handled and how the human and organizational aspects can be addressed.

A detailed model of the steam, fuels, electricity, boiler feed water and condensates systems has been built, including all the interactions between these systems, real plant constraints and degrees of freedom of their operation. Such a model is scheduled to perform automatic executions of the optimization of the entire system and is continually populated with validated live data from the process. A calculation of equipment efficiencies is done as part of the performance monitoring activity of the model. Other monitoring aspects include the continuous auditing of the energy system so the data can be relied on for evaluating the value of energy production and usage, and waste can be reduced or eliminated.

This paper discusses real industrial examples in which the sitewide utilities system of refinery and petrochemical Sites are optimized with a real time, on line, industrially proven software. Experiences gained during more than 20 years of industrial projects deployed worldwide are commented (Refs. 1 to 10 are related to some recent projects). Main project steps are explained and critical details to be taken into account to assure successful use and proper technology transfer are presented. Specific case studies will be discussed in the paper.

This paper describes the tasks performed, together with Soteica, using modern on line information system tools to assist with the energy system management.

After a feasibility study, TOTAL decided to test an on-line model for site wide energy system management. TOTAL operates a large and complex energy system at Feyzin refinery. A detailed model of the energy system has been built and it is continuously fed with validated (not reconciliated), real-time data. It includes all the actual constraints of the site and decision variables for their operation. Continuous performance monitoring is also done, since the model writes back its results to the Real Time Data Base (Plant Information system). It also provides reliable data that helps to audit the energy productions and usages within the site energy system, and in that way wastes can be detected and eliminated.

An online steam management program can help refineries manage their steam and utility systems more energy efficiently and reduce their operating costs through optimisation and monitoring

Big and complex industrial facilities like Refineries and Petrochemicals are becoming increasingly aware that power systems need to be optimally managed because any energy reduction that Operations accomplish in the producing Units could eventually be wasted if the overall power system cost is not properly managed. However, process engineers always attempted to develop some kind of tools, many times spreadsheet based, to improve the way utilities systems were operated. The main drawback of the earlier attempts was the lack of data: engineers spent the whole day at phone or visiting the control rooms to gather information from the Distributed Control System (DCS) data historian, process it at the spreadsheet and produce recommendations that, when ready to be applied, were outdated and not any more applicable.

Utilities and energy systems are often the major source of SOx, NOx and CO2 emissions, therefore, emissions control and the management of credits and quotas are tightly interrelated with energy management. In the case of refineries, chemical and petrochemical plants, energy represents the main cost (second to feedstock) and therefore its reduction has become a bottom line business decision. The energy systems at these sites are inherently complex, with the emissions cost analysis and limits compliance introducing an additional factor to the complexity of the energy costs reduction challenge.

Repsol Cartagena was the first oil refinery to be built on the Iberian Peninsula. It has an annual crude distillation capacity of 5.5 million tonnes, with two main areas of production: fuels; and lube oils, asphalts and paraffinic and aromatic oils. Repsol Cartagena is currently involved in an ambitious expansion project, whereby 22 new units will be built, increasing its refining capacity to an annual 11 million tonnes.

The energy systems, the steps for the implementation of Visual MESA and several features of the model are described in this article, with a focus on the use of the software for the calculation of energy-related KPIs. The EMS implementation project is discussed and the main conclusions relative to the reduction in operating costs are also presented.

This paper shows real industrial examples in which, with the existing equipment, continuous CO2 emissions reductions were achieved while optimizing the energy systems by using an on line model. The importance of including the cost of CO2 emissions and how it should be taken into account when managing energy systems is explained. Furthermore, the optimization model is useful to perform case studies to evaluate energy system modifications taking into account this aspect.

A refinery energy system is modelled, including all the constraints, with continuous model validation using live data. Performance monitoring includes the tracking of equipment efficiencies by utilising validated data for its continuous calculation,

Experiences gained during more than 20 years of industrial projects deployed worldwide are commented. Main project steps are explained and critical details to be taken into account to assure successful use and proper technology transfer are presented. Specific case studies will be discussed in the paper. Open loop vs Closed loop implementation is also presented.

Rohm and Haas Company is one of the world's largest manufacturers of specialty materials, including adhesives, sealants, coatings, monomers, electronic materials, inorganic and specialty solutions, and ion exchange resins. Founded in 1909 by two German entrepreneurs, Rohm and Haas has grown to approximately $6 billion in annual revenues.

Alarm management is not just a project that has a start and end date; it's a continuous cycle. Once the alarm system has been reviewed and improvements have been identified, we must check that controls are in place to ensure the alarm system remains functional. The key is to ensure that the system is continuously monitored and any changes are fully documented. There are seven key steps for alarm management. Rationalization is one of those critical steps.
This paper shows how to improve distillation operations by focusing on procedure automation. It will review the importance of using procedures in distillation operations and highlights the collaboration work underway between Fractionation Research Inc. (FRI) and Yokogawa Corporation to improve procedural operations.

The worlds of process automation and production management have been converging for some time. What once used to be islands of automation and production management functionality connected through highly proprietary integration schemes that were costly to maintain have developed into integrated platforms that provide seamless data exchange between the world of automation and the plant floor, the functions of production and operations management, and integration with business level systems.

The world of process automation is governed by procedures. While we like to refer to the process industries as being largely "continuous", this could not be further from the truth. Process manufacturing is constantly in flux.

From engineering to installation, commissioning, operations, and maintenance, FOUNDATION fieldbus offer significant cost reductions of 30 percent or more versus conventional analog systems. Many of these cost reductions come from the advanced functions that fieldbus offers versus analog technology.

The automation suppliers that will be successful in the long term will be those that effectively address application or industry specific problems for end users with a value proposition that cannot be ignored. These problems exist throughout the process industries today, and they won't be solved by simply offering a product, but through a combination of hardware, software, services, application expertise, and knowledge.

In ARC's view, customers need a compelling business value proposition to justify investment in any kind of automation. Vigilance and VigilantPlant were created with this in mind. Yokogawa's vision with VigilantPlant is to create an environment where plant personnel and operators are well informed, alert, and ready to take action.

In today's dynamic industrial marketplace, the only constant is change. Raw material costs, energy costs, market demands, environmental and safety regulations, technology, and even the nature of the labor force itself are constantly changing, and not always in predictable directions.

Process automation end users are under more pressure than ever to do more with less. The current economic climate means that many automation capital projects are on hold. With capital budgets tighter than ever, users instead focus on operational budgets (where cost cutting is also a key concern), or on automation investments with a very rapid return on investment.

This paper describes the tasks performed together with Soteica, by using an on-line model, to help achieve site wide energy costs minimization. A detailed model of steam, fuels, electric, boiler feed water and condensates system has been built, contemplating all the real constraints and degrees of freedom for their operation. The electric power system is also modelled as it interacts with the steam production and usage. Such a model is continually validated with live data. A continuous calculation of equipment efficiencies is done as part of the performance monitoring activity of the model that is running as a service.

Environmental pollution caused by volatile organic compounds (VOCs) has become a global environment issue, including issues on effects upon health. This paper introduces a system based on detection and sampling technologies and developed for measuring goes in the global environment. Small amounts of VOCs are measured with a gas chromatograph or photoionization detector (PID). VOCs in water are sampled using a sparging method. A small quantity of VOC constituents of more than 20 different types can be measured with a gas chromatograph using a programmed temperature oven. The PID can detect a ppb level of VOCs that are ionized using a vacuum ultraviolet radiation lamp. We expect these devices will be useful for improving the global Environment.

Migration of a refinery's DCS provided an opportunity to reconfigure and consolidate the control rooms and operational management system.

July 2011
Process plants are run according to operational procedures. These procedures consist of a set of tasks that are executed in a consistent manner to achieve a specific objective, such as starting up, shutting down or transitioning a unit as part of making a product.

April/May 2007
A Yokogawa ProSafe-RS safety instrumented system (SIS) will be the nucleus of a new fire and gas safety system at Shell's Clyde (NSW) refinery. The contract includes the control system, system engineering and installation and supervision.

In times of abnormal operations, systems are configured to produce lots of data – humans are not configured to handle or interpret them. However, when presented with the right information, in the right context, during an abnormal condition, humans are able to do things machines cannot.

Process automation in oil refineries is undergoing major changes, driven by customers frustrated by what they consider to be slow and incremental advances from the main automation original equipment manufacturers (OEMs) in the industry. ExxonMobil has become a de facto industry representative and is driving vendors like Yokogawa and others to reevaluate how large-scale automation projects are implemented.

Using wireless technology for monitoring a variety of measuring points in Industrial Plants has becoming a very attractive choice for plant managers. Today, the plant manager is able to build a quick and cost effective network solution to enable flexible information acquisition and to improve maintenance efficiency and safety.

Visual MESA Systems empower improved operational efficiencies in real time

Machines don't panic and they always do what they're told. But they can't think on their feet and can't react to situations for which they have not been programmed. Which do you want to depend on when your life depends on it?

CONTROL, January 2013
Standard Automation Methodology Improves Operations and Prevents Incidents by Enabling the Sharing of Best Practices Among Operators.

ARC believes that by implementing procedural automation, many process plants can minimize variability to help ensure smooth, efficient, and safe state transitions.

Machines can support humans when facing a stressful situation. Using a standards-based approach can reduce the likelihood of a problem escalating.

Optimizing the maintenance cycle is not always straightforward. In some cases, cleaning once a week is sufficient and other processes may require every 8 hours.
- Ammonia
- Base Chemical
- Biomass Power
- Chemical
- Chlor-Alkali
- Desalination
- Drinking Water Treatment
- Energy Transition
- Food & Beverage
- Geothermal Power
- Hydro Power
- Industrial Water
- Iron & Steel
- LNG Liquefaction
- LNG Regasification & Storage
- LNG Supply Chain
- Methanol
- Mining & Metal
- Nuclear
- Ocean Thermal Energy Conversion
- Oil & Gas Downstream
- Petrochemical
- Pharmaceutical
- Power Generation
- Processing & Fractionation
- Pulp & Paper
- Refining
- Specialty & Fine Chemical
- Water & Wastewater

Learning these four lessons will help you improve your engineering skills and most importantly extend the life of your pH sensors.
- Ammonia
- Base Chemical
- Biomass Power
- Chemical
- Chlor-Alkali
- Desalination
- Drinking Water Treatment
- Energy Transition
- Food & Beverage
- Geothermal Power
- Hydro Power
- Industrial Water
- Iron & Steel
- LNG Liquefaction
- LNG Regasification & Storage
- LNG Supply Chain
- Methanol
- Mining & Metal
- Nuclear
- Ocean Thermal Energy Conversion
- Oil & Gas Downstream
- Petrochemical
- Pharmaceutical
- Power Generation
- Processing & Fractionation
- Pulp & Paper
- Refining
- Specialty & Fine Chemical
- Water & Wastewater

Select the correct pH glass and reference type to improve your pH sensor lifetime and you can limit or even eliminate the effects of temperature and pressure on especially the reference sensor.
- Ammonia
- Base Chemical
- Biomass Power
- Chemical
- Chlor-Alkali
- Desalination
- Drinking Water Treatment
- Energy Transition
- Food & Beverage
- Geothermal Power
- Hydro Power
- Industrial Water
- Iron & Steel
- LNG Liquefaction
- LNG Regasification & Storage
- LNG Supply Chain
- Methanol
- Mining & Metal
- Nuclear
- Ocean Thermal Energy Conversion
- Oil & Gas Downstream
- Petrochemical
- Power Generation
- Processing & Fractionation
- Pulp & Paper
- Refining
- Specialty & Fine Chemical
- Water & Wastewater

The lifetime of a pH sensor has a significant impact on the overall annual costs of a pH measuring loop. Optimizing four key factors will decrease these costs and optimize process control and overall plant efficiency.
- Ammonia
- Base Chemical
- Biomass Power
- Chemical
- Chlor-Alkali
- Desalination
- Drinking Water Treatment
- Energy Transition
- Food & Beverage
- Geothermal Power
- Hydro Power
- Industrial Water
- Iron & Steel
- LNG Liquefaction
- LNG Regasification & Storage
- LNG Supply Chain
- Methanol
- Mining & Metal
- Nuclear
- Ocean Thermal Energy Conversion
- Oil & Gas Downstream
- Petrochemical
- Pharmaceutical
- Power Generation
- Processing & Fractionation
- Pulp & Paper
- Refining
- Specialty & Fine Chemical
- Water & Wastewater
Downloads
Brochures
- Yokogawa Engineered Solutions for Ambient Air Monitoring (761.2 KB)
- Yokogawa Performance Blending Solution
- Yokogawa Solutions and Products in North America (10.2 MB)
- Refining Solutions (12.5 MB)
- Precision in Every Drop: Unveiling Net Oil Wealth through Density Mastery (2.5 MB)
- Yokogawa Performance Distillation Solutions
Instruction Manuals
Technical Information
Certificates
- EU Declaration of Conformity FU20 (138.7 KB)
Videos


Open up control. Open Process Automation (OPA) opens the door to expanded choices, leverage, and customization.
Create a scalable, sustainable architecture. Remove the restraints of proprietary systems. OPA enables you to leverage all available technologies to open up solutions. Explore the possibilities today.

Chet Mroz, President & CEO Yokogawa North America, discusses the benefits of IoT at the 2015 ARC Industry Forum in Orlando.

As a gateway to further expand Yokogawa's messaging as a One-stop Solution Business, Yokogawa has partnered up with INCIT, to introduce the S.I.R.I. framework.



Discover how to achieve industrial autonomy step by step through one of the 75+ inspiring presentations.
News
-
Press Release | Solutions & Products Feb 16, 2026 Yokogawa and CMC Solutions Sign Global Sales and Service Agreement for Predictive Emission Monitoring Systems for Industry
-
Press Release | Solutions & Products Oct 28, 2024 Yokogawa Enters into Sales Partnership with Sensyn Robotics for Drone-Related Services
- For safe and efficient inspections of plants and other infrastructure all over the world -
-
Press Release | Projects Dec 22, 2014 Yokogawa Wins Control System Order for Large Oil Refinery in Southwestern China
-
Press Release | Projects Sep 8, 2014 Yokogawa Receives Order to Provide Control System for New PEMEX Ultra-low-sulfur Diesel Fuel Plant
Looking for more information on our people, technology and solutions?
Contact Us