從一個觀察者看來,由橫河的警戒工廠解決方案管理的煉油廠,看起來“安靜且單調”- 出自彼得•杜拉克的名言。(A well-managed organization is boring. A well-managed factory is boring. Nothing exciting happens in it because the crises have been anticipated and have been converted into routine)
工廠的盈利能力卻能夠大幅提高自動化系統幫助工廠人員管理使用知識,提高生產力並遵守健康,安全和環境法規。在恰當的時間把前後相關的信息清晰地傳遞給正確的人,讓責任人有預見性,冷靜,高效地處理突發事件。橫河的警戒工廠解決方案幫助所有煉油企業實現“安靜且單調”的工廠。

挑戰
客戶面臨的挑戰

煉油廠的知識密集型操作,如工廠的啟動和關閉,壓縮機的啟動和原油罐切換,仍然需要由大量操作員手動操作。比如,有效的原油切換通常需要一套複雜的操作,包括啟動/停止馬達,打開/關閉閥,流量測量和沖洗等。這通常需要由最有經驗的操作員按特定順序執行。
此外,由於有經驗的操作人員最終將退休或離職,因此有必要保留他們的專門知識和最佳做法,並將這些知識準確地傳遞給非熟練的操作人員。這是至關重要的,以便最大限度地提高生產效率,避免或消除可能由誤操作導致的停機。
我們的解決方案
透過使用Exapilot,可以在標準化的程序流程圖中將橫河知識管理的自動化解決方案,專業知識和卓越的操作實踐形象化並進行管理和配定。這種標準化的方法不僅實現了複雜操作的100%自動化,而且保證了每當操作員發生變化或技能水平不同時,有價值的專業知識可以被精確地轉交和執行。

客戶獲得的收益

我們一個在日本石油,潤滑油和石油化工產品的生產商和經銷商具領先地位的客戶,他們在一個實驗設施中引入了Exapilot,據估計,使工時減少了2000個小時*。
客戶面臨的挑戰

在煉油廠可以通過安裝高效的設備和更有效地運營來實現節能。橫河擁有可以幫助企業提高效率和降低能源消耗的解決方案。
我們的解決方案
自上世紀70年代石油危機以來,日本的煉油業一直通過降低能源消耗和減少二氧化碳排放來應對不斷上漲的能源價格和嚴格的監管。煉油廠經營者通過引進一些世界上最先進的技術來實現這一目標,並在這方面得到了橫河系統,解決方案和工程能力的支持。橫河已經參與了1000多個煉油項目,並在這個行業建立了很好的聲譽。橫河提供的解決方案,通過提高效率節約能源。
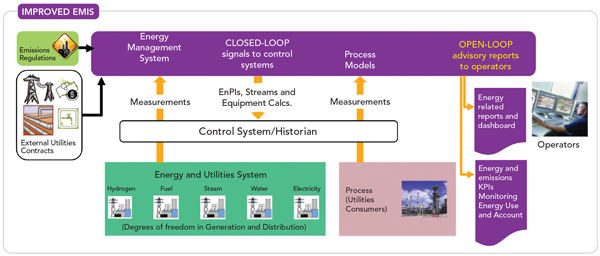
1,能耗的可視化與關鍵績效指標(KPI)管理
為了節約能源,減少煉油廠的CO2排放,必須清楚地看到排放和能源消耗的狀況。橫河提供了廣泛的解決方案,如現場傳感器和生產管理系統,依靠最新技術來監測和管理與能源有關的參數。
運行管理可視化
生產管理可視化
現場數據的可視化
2,降低爐膛/鍋爐煙氣中過量氧含量
當煙氣中存在過量氧(O 2)時,結果是不完全燃燒。通常,O2保持在最佳水平的1.5-2%之內,但是已經證明激光傳感技術可以提高CO 2 / O 2 / CO 2測量的速度和可靠性,並且進一步減少過量的氧氣,從而更加節省能量。

使能技術

橫河的新型TDLS8000把所有業界領先的特性融合在一台強大的設備中。其平台設計適用於現場測量,無需進行樣品抽取和樣品處理。利用非接觸式傳感器,TDLS8000可以在腐蝕性、刺激性、高粉塵濃度等多種嚴酷的工業類型中進行測量。
客戶面臨的挑戰

品調合是將原油轉化為汽油等成品的最後一步。當使用傳統的混合技術如油箱混合和比例混合時,精煉者傾向於使用過量的添加劑以保證汽油產品符合調節器設定的最低規格。然而,由於混合添加劑的成本很高,需要既能降低成本又能滿足最低規格的混合溶液。
我們的解決方案
橫河提供一個混合優化系統,或稱混合特性控制(BPC)解決方案,它根據NIR分析儀連續在線分析產品特性所測得的值,實時計算最佳混合比,自動修改控制器的設定值來自動調節在線混合比。
除了BPC解決方案之外,橫河還可以提供完全整合的非現場解決方案,這些解決方案覆蓋所有非現場工業操作,例如石油移動系統(OMS),實驗室信息系統,分析儀系統和調度/計劃系統。

客戶獲得的收益

- 提高安全性:通過系統引導和監督非現場操作的安全性。
- 提高產品質量:系統監督可盡量最大限度的減少可能導致產品污染的操作錯誤概率。
- 改善環境性能:OMS的運動控制解決了可能由油箱溢出和其他因素引起的環境問題。
- 提高操作效率:通過閥門機動化以及搜索現有隔離物來搜索排好隊列的作業,大幅減少每個人執行的操作數量。
- 擴展空間感知:所有操作員都可以獲得完整的區域感知,並且系統數據庫保持不斷更新。
Details
橫河在煉油業有大約1000個專案的經驗,獲得煉油商高度評價。

設計與工程
前期工程與設計(FEED),主要儀器供應商(MIV)服務。
安裝和調試
現場工程,整合測試,turn key服務。
操作與優化
優化諮詢,7分之24操作支持,在線診斷支持。
維護與升級
資產優化,在線升級,生命週期解決方案支持。
改造擴建
在線擴充,熱轉換。
參考


Yokogawa provided a Dynamic Real-Time Optimizer (RT-OP) to optimize the operations of the hydrocracker unit at Aramco Riyadh Refinery.
By dynamically calculating optimal setpoints, the RT-OP optimizes operations beyond the APC system.


- Smooth and safe switchover to the new system
- Easy-to-use, easy-to-engineer system, plus various post-installation enhancements
- Tuned controllers for smooth plant operation and better traceability of process upsets
- Various other improvements thanks to advanced process control and MVC implementation



PetroChina Guangxi Petrochemical Company has completed construction of a combined refinery and petrochemical production complex in Qinzhou, a port city in China's Guangxi Autonomous Region. With a 10 million ton per year capacity, the refinery is one of China's largest, and is truly world class, using a highly advanced hydrogenation process, with the main process technologies coming from the USA and France.












Operators must receive diagnostic information before a line block leads to a malfunction. Yokogawa provides predictive diagnostics based on trend analysis of the blocking factor, which improves maintenance efficiency and reduces maintenance costs.

The top gas generated at the top of a distillation column in a petroleum refinery's fluid catalytic cracker (FCC) is used to produce gasoline and LPG. The GD402 Gas Density Meter features an intrinsically safe and explosion-proof design, fast response, and a dust-proof, anti-corrosive, and flame-proof construction.

O2 measurement in hydrocarbon vapor is used for safety monitoring in vacuum distillation columns in petroleum refining. With conventional paramagnetic oxygen analyzers, O2 concentrations are obtained through an extractive sampling system, which conditions the sample prior to being analyzed.

Reverse osmosis (RO) is a separation process that uses pressure to force a solution through a membrane that retains the solute on one side and allows the pure solvent to pass to the other side. More formally, it is the process of forcing a solvent from a region of high solute concentration through a membrane to a region of low solute concentration by applying a pressure in excess of the osmotic pressure.



Delayed Coker is a type of coker who's process consists of heating residual oil feed to its thermal cracking temperature in a furnace. The most important variable in industrial furnace control is temperature. Temperature is measured throughout the furnace in different zones and temperature effects the materials being manufactured and therefore must be precisely monitored to prevent deviations in quality of the final product.

Challenges
- The distance is not so long, but there are many pipes and tanks ("Pipe Jungle") in the field.
- Had to avoid the obstacles and take care multi path condition.
Solution
Repeater is installed on high place between control room and monitor position. The extend cable is used for antenna of Gateway.
- Temperature Transmitter (YTA) x1, Pressure Transmitter (EJX) x2



The ammonia (NH3) gas is injected to remove the NOx and thus reduce the NOx concentration in the stack flue gas. With conventional NH3 analyzers that perform measurements indirectly, NH3 concentrations are obtained through a sampling system. Therefore, there are problems with the maintenance and running costs of the sampling system, and time delays in measurement. The TDLS8000 Laser Analyzer is the solution to all these problems.

A multivariable model based predictive control (MPC) was implemented at the FCCU "A" in YPF S.A. Refinería La Plata.
There are three MPC controllers installed: one covering the reactor-regenerator-main fractionator, other controlling the gas con- centration plant ant the third controlling an isolated depropanizer column. The paper describes the implementation of the project, the controller structure and the main results obtained from the MPC.

Hydrogen management can have a significant effect on refinery utility supply through the integration with the rest of the utilities. Real-time optimization of hydrogen production in conjunction with steam, power and fuels can yield significant savings opportunities for the refinery.

This paper describes the tasks performed to develop and implement real time, online models, to help with the three KNPC refineries energy cost minimization and energy management, which are scheduled to perform it automatically. They allow to clearly identify the different economic trade-offs that challenges the operation of the site wide energy systems at minimum cost while reducing the energy waste and, therefore, CO2 footprint. Recommendations given by the optimizers are taken into account by operations on a daily basis

In general, refineries exhibit a very good potential for real time monitoring and optimization using Visual MESA Energy Management System.
Based on our extensive experience, overall benefit in the range of 2% to 5% of the total energy cost can be achieved. Expected project payback is always less than one year.

This article describes the tasks performed to develop and implement a real time, online model for energy cost minimisation and energy management at KNPC's MAA refinery.
After a description of the main project implementation tasks, the Real Time Energy Management System's (RTEMS) functionalities are described and the optimisation implementation procedures are commented on. Finally, several obtained results are presented.

Utilities and energy systems are often the major source of SOx, NOx and CO2 emissions, therefore, emissions control and the management of credits and quotas are tightly interrelated with energy management.
In the case of refineries, chemical and petrochemical plants, energy represents the main cost (second to feedstock) and therefore its reduction has become a bottom line business decision. The energy systems at these sites are inherently complex, with the emissions cost analysis and limits compliance introducing an additional factor to the complexity of the energy costs reduction challenge.
Process plants use different type of fuels, they often operate cogeneration units, their steam networks consist of several pressure levels, there are different types of energy consumers and there are emission limits to be observed. Import or export of electricity in deregulated markets, which could also be traded off with more or less CO2 and other contaminant gaseous emissions, increase the optimization problem complexity.

The Repsol YPF Tarragona Refinery operates a large, complex steam system. Utilities Optimization has been performed with an on-line computer based steam management program (VISUAL MESA) in order to make the Refinery more energy efficient and reduce steam system operating costs.
VISUAL MESA allows operators and engineers to:
- Monitor steam production and use;
- Optimize the production and use of steam, fuel and power in order to reduce costs;
- Perform "what-if" studies, and
- Audit the system with continually validated data. Nelson & Roseme, Inc. and Soteica Europe S.L. have worked with Repsol YPF Tarragona

Petronor is Spain's largest refinery, with a processing capacity of eleven million tons a year. Its energy system is large and complex, therefore the auditing and control of energy costs are a real challenge. This paper describes the tasks performed together with Soteica, using a modern on line information and optimization system tools, to reduce energy costs.


This paper will not describe just all the features of the software or fully explain on-line optimization technology. The objective of this work is to present some interesting facts and lessons from the experience of implementing a cost based optimization program at thirty oil refineries and petrochemical complexes, around the world, since 1997. This paper will focus on the key optimization variables and constraints in steam system optimization, how they should be handled and how the human and organizational aspects can be addressed.

A detailed model of the steam, fuels, electricity, boiler feed water and condensates systems has been built, including all the interactions between these systems, real plant constraints and degrees of freedom of their operation. Such a model is scheduled to perform automatic executions of the optimization of the entire system and is continually populated with validated live data from the process. A calculation of equipment efficiencies is done as part of the performance monitoring activity of the model. Other monitoring aspects include the continuous auditing of the energy system so the data can be relied on for evaluating the value of energy production and usage, and waste can be reduced or eliminated.

Industrial facilities where power and steam is produced (i.e., Cogeneration) exhibit a very good potential for real time monitoring and optimization using Visual MESA Energy Management System.
Based on our extensive experience, overall benefit in the range of 2% to 5% of the total energy cost can be achieved. Expected project payback is always less than one year.
Visual MESA was successfully applied to many industrial facilities worldwide, several of them operating steam and power generation networks of different complexity and capacity but all with energy cost savings.

This paper discusses real industrial examples in which the sitewide utilities system of refinery and petrochemical Sites are optimized with a real time, on line, industrially proven software. Experiences gained during more than 20 years of industrial projects deployed worldwide are commented (Refs. 1 to 10 are related to some recent projects). Main project steps are explained and critical details to be taken into account to assure successful use and proper technology transfer are presented. Specific case studies will be discussed in the paper.


After a feasibility study, TOTAL decided to test an on-line model for site wide energy system management. TOTAL operates a large and complex energy system at Feyzin refinery. A detailed model of the energy system has been built and it is continuously fed with validated (not reconciliated), real-time data. It includes all the actual constraints of the site and decision variables for their operation. Continuous performance monitoring is also done, since the model writes back its results to the Real Time Data Base (Plant Information system). It also provides reliable data that helps to audit the energy productions and usages within the site energy system, and in that way wastes can be detected and eliminated.


Big and complex industrial facilities like Refineries and Petrochemicals are becoming increasingly aware that power systems need to be optimally managed because any energy reduction that Operations accomplish in the producing Units could eventually be wasted if the overall power system cost is not properly managed. However, process engineers always attempted to develop some kind of tools, many times spreadsheet based, to improve the way utilities systems were operated. The main drawback of the earlier attempts was the lack of data: engineers spent the whole day at phone or visiting the control rooms to gather information from the Distributed Control System (DCS) data historian, process it at the spreadsheet and produce recommendations that, when ready to be applied, were outdated and not any more applicable.

Utilities and energy systems are often the major source of SOx, NOx and CO2 emissions, therefore, emissions control and the management of credits and quotas are tightly interrelated with energy management. In the case of refineries, chemical and petrochemical plants, energy represents the main cost (second to feedstock) and therefore its reduction has become a bottom line business decision. The energy systems at these sites are inherently complex, with the emissions cost analysis and limits compliance introducing an additional factor to the complexity of the energy costs reduction challenge.

Repsol Cartagena was the first oil refinery to be built on the Iberian Peninsula. It has an annual crude distillation capacity of 5.5 million tonnes, with two main areas of production: fuels; and lube oils, asphalts and paraffinic and aromatic oils. Repsol Cartagena is currently involved in an ambitious expansion project, whereby 22 new units will be built, increasing its refining capacity to an annual 11 million tonnes.

The energy systems, the steps for the implementation of Visual MESA and several features of the model are described in this article, with a focus on the use of the software for the calculation of energy-related KPIs. The EMS implementation project is discussed and the main conclusions relative to the reduction in operating costs are also presented.

This paper shows real industrial examples in which, with the existing equipment, continuous CO2 emissions reductions were achieved while optimizing the energy systems by using an on line model. The importance of including the cost of CO2 emissions and how it should be taken into account when managing energy systems is explained. Furthermore, the optimization model is useful to perform case studies to evaluate energy system modifications taking into account this aspect.

This paper describes the tasks performed together with Soteica, by using an on-line model, to help achieve site wide energy costs minimization. A detailed model of steam, fuels, electric, boiler feed water and condensates system has been built, contemplating all the real constraints and degrees of freedom for their operation. The electric power system is also modelled as it interacts with the steam production and usage. Such a model is continually validated with live data. A continuous calculation of equipment efficiencies is done as part of the performance monitoring activity of the model that is running as a service.


Experiences gained during more than 20 years of industrial projects deployed worldwide are commented. Main project steps are explained and critical details to be taken into account to assure successful use and proper technology transfer are presented. Specific case studies will be discussed in the paper. Open loop vs Closed loop implementation is also presented.

Rohm and Haas Company is one of the world's largest manufacturers of specialty materials, including adhesives, sealants, coatings, monomers, electronic materials, inorganic and specialty solutions, and ion exchange resins. Founded in 1909 by two German entrepreneurs, Rohm and Haas has grown to approximately $6 billion in annual revenues.

Alarm management is not just a project that has a start and end date; it's a continuous cycle. Once the alarm system has been reviewed and improvements have been identified, we must check that controls are in place to ensure the alarm system remains functional. The key is to ensure that the system is continuously monitored and any changes are fully documented. There are seven key steps for alarm management. Rationalization is one of those critical steps.

This paper shows how to improve distillation operations by focusing on procedure automation. It will review the importance of using procedures in distillation operations and highlights the collaboration work underway between Fractionation Research Inc. (FRI) and Yokogawa Corporation to improve procedural operations.

The worlds of process automation and production management have been converging for some time. What once used to be islands of automation and production management functionality connected through highly proprietary integration schemes that were costly to maintain have developed into integrated platforms that provide seamless data exchange between the world of automation and the plant floor, the functions of production and operations management, and integration with business level systems.

The world of process automation is governed by procedures. While we like to refer to the process industries as being largely "continuous", this could not be further from the truth. Process manufacturing is constantly in flux.

From engineering to installation, commissioning, operations, and maintenance, FOUNDATION fieldbus offer significant cost reductions of 30 percent or more versus conventional analog systems. Many of these cost reductions come from the advanced functions that fieldbus offers versus analog technology.

The automation suppliers that will be successful in the long term will be those that effectively address application or industry specific problems for end users with a value proposition that cannot be ignored. These problems exist throughout the process industries today, and they won't be solved by simply offering a product, but through a combination of hardware, software, services, application expertise, and knowledge.

In ARC's view, customers need a compelling business value proposition to justify investment in any kind of automation. Vigilance and VigilantPlant were created with this in mind. Yokogawa's vision with VigilantPlant is to create an environment where plant personnel and operators are well informed, alert, and ready to take action.

Yokogawa has come a long way in making its message clear to the world of process automation. Last year, the company embarked on a full-scale global marketing campaign to make customers aware of the company's focus on system reliability, security, dependability, and robustness. Dubbed "Vigilance", the campaign created a unified message for the company and greatly helped expand awareness of the Yokogawa brand and corporate philosophy.

Process automation end users are under more pressure than ever to do more with less. The current economic climate means that many automation capital projects are on hold. With capital budgets tighter than ever, users instead focus on operational budgets (where cost cutting is also a key concern), or on automation investments with a very rapid return on investment.

In today's dynamic industrial marketplace, the only constant is change. Raw material costs, energy costs, market demands, environmental and safety regulations, technology, and even the nature of the labor force itself are constantly changing, and not always in predictable directions.

High volumes of volatile organic compounds (VOCs), typified by trichloroethylene and tetrachloroethylene, have long been used in various industrial fields for their high degrees of industrial usefulness. On the other hand, there is a growing awareness of environment preservation today, and of the fact that we face serious environmental pollution due to such harmful VOCs.

With fired heaters, users hope to get greater efficiency and reduced emissions but often are disappointed. Given the number of fired heaters operating every day and their importance in the process industries, any improvements realized across the board will have huge impacts. More units can reach their potential with some simple changes in work practices and technology upgrades.


July 2011
Process plants are run according to operational procedures. These procedures consist of a set of tasks that are executed in a consistent manner to achieve a specific objective, such as starting up, shutting down or transitioning a unit as part of making a product.


Process automation in oil refineries is undergoing major changes, driven by customers frustrated by what they consider to be slow and incremental advances from the main automation original equipment manufacturers (OEMs) in the industry. ExxonMobil has become a de facto industry representative and is driving vendors like Yokogawa and others to reevaluate how large-scale automation projects are implemented.

Using wireless technology for monitoring a variety of measuring points in Industrial Plants has becoming a very attractive choice for plant managers. Today, the plant manager is able to build a quick and cost effective network solution to enable flexible information acquisition and to improve maintenance efficiency and safety.





The global refining industry is constantly evolving and responding to new crude supplies and sources, more stringent fuel/product specifications, perpetually changing demand patterns and other global and regional trends. Increased competition from large, efficient refineries is forcing small- to mid-sized refiners to rethink their strategies to remain competitive.

Increasing oil prices are reducing the relative feedstock and energy costs advantages refiners and petrochemicals producers have recently enjoyed. Allied with the high cost and growing scarcity of skilled staff, a fundamental shift in mindset towards plant operations and maintenance is required to assure organizational resilience. Therefore, the desire to achieve enhanced cost structures through innovation in operating models and digitalization has intensified.
Adding process considerations improves energy savings and production performance.
下載
產品型錄
影片

The YSS1000 setting software (hereinafter referred to as the YSS1000) is package software to configure the functions of the YS1000 series (hereinafter referred to as the YS1000) devices. Writing and reading of parameters and user programs of the YS1000, and PID tuning and monitoring of user programs can be performed through the use of communication.

How much do you know about pressure transmitters? Are you accurately, quickly and reliably measuring pressure? Ultimately, the drive of any good pressure transmitter is to get an accurate, reliable pressure measurement to the data user quickly. This video gives you the answers to your basic questions about pressure and pressure transmitters.
新聞
-
新聞 | 企業 2025年10月21日 橫河電機與中石化煉化工程集團簽署全球EPC專案合作備忘錄
想了解更多技術&解決方案嗎?
聯絡我們