石化企业的需求具有多样性。为了在当今竞争激烈的市场中脱颖而出,生产商正致力于提升质量与生产效率。横河电机基于在该领域长期且广泛的经验,可为这些需求提供量身定制的解决方案。

挑战
客户面临的挑战

原材料价格波动及产品供需变化使得优化生产计划变得至关重要。
我们的解决方案

横河电机提供生产管理系统,弥合计划与生产之间的差距,实现石化流程的优化排产。
赋能技术

实时生产协调系统(Real-time Production Organizer™) :RPO
RPO是一套专门为弥合生产计划与流程控制之间差距而开发的平台应用套件,提供从业务到流程(B2P)的集成化生产环境。

横河电机的生产管理解决方案帮助运营提升工厂效益,并在实时过程系统与企业系统之间架起桥梁。
客户面临的挑战

为了在全球市场中保持竞争力,优化整个工厂的流程与开发满足用户需求的竞争性产品同等重要。
我们的解决方案

横河电机提供全厂级自动化解决方案,实现对石化生产工作流的敏捷灵活控制,并与安全仪表系统集成。
赋能技术

生产控制系统:CENTUM VP
CENTUM VP集成控制系统确保工厂实现 “仅运行时间”的无中断性能,以达到更优生产效率和盈利能力。

安全仪表系统:Prosafe-RS
ProSafe-RS安全仪表系统提供集成的解决方案,同时满足安全完整性等级1-4级(SIL1-4)应用所需的高可用性。

vigilantplant services.®
vigilantplant services.®是一套综合性服务,旨在实现横河电机的 VigilantPlant理念,帮助制造商实现安全、可靠、环保且盈利的工厂运营。

先进过程控制(APC)与在线优化技术可提升石化工厂的盈利能力。这些解决方案适用于乙烯、聚乙烯、聚丙烯及芳烃装置。

工厂资源管理系统(PRM)使预测性维护变得简单。对系统和设备故障的早期检测有助于预防灾难性故障。

紧凑型、高性能且防爆的监控摄像头体现了横河电机致力于构建可靠现场仪表的承诺,这些仪表能够耐受严苛的环境。它们被用于石化工厂中,进行全天候的运营监控。
客户面临的挑战

石化工厂消耗大量能源,因此这些设施的节能措施对于实现成本竞争力和减少导致全球变暖的二氧化碳排放大有裨益。实现这一目标的关键途径之一是优化对生产过程的控制。
我们的解决方案

横河电机的先进过程控制系统使工厂能够以更高的效率运行,从而降低能耗和二氧化碳排放。
赋能技术

集成、经过验证且及时的运营信息,可支持持续改进举措和生产性能优化。

集成、经过验证且及时的运营信息,可支持持续改进举措和生产性能优化。
参考


ROC successfully migrated its legacy safety instrumented system to Yokogawa's ProSafe-RS for long-term sustainability. ProSafe-RS was smoothly integrated with existing CENTUM VP by hot and cold cut over.

横河电机为乙烯裂解工艺优化提供了综合的解决方案。SMOC APC控制器提高了乙烯裂解装置的控制水平,减轻了操作人员的工作负荷。

- Operational Excellence by Asset Maximization, Utilizing Yokogawa's DCS, SIS, Analyzers, and Field Instruments.
- The CENTUM VP PCS and ProSafe-RS SIS were integrated using the same engineering environment.
- Nearly 60 gas chromatographs and a large number of other types of analyzers in several analyzer houses.



Samsung Petrochemical Co. Ltd. (SPCL), a major Korean petrochemical company, produces 700,000 tons per year of purified terephthalic acid (PTA) at its Daesan plant. PTA, a white powder substance that is produced by oxidizing and refining para-xylene, is a precursor to polyethylene terephthalate (PET), a polyester material that has excellent thermal resistance and wear resistance and is widely used as a substitute for natural cotton fibers and in film packaging, beverage bottles, tire cords, paints, adhesives, and other applications.








- Yokogawa assisted in the project implementation by providing design review, calculation modifications, pre-commissioning, training of operators and engineers, commissioning and post implementation review.
- Shell Global Solutions and Shell Deer Park Management were completely satisfied with the way the project was implemented and with the results achieved.


Operators must receive diagnostic information before a line block leads to a malfunction. Yokogawa provides predictive diagnostics based on trend analysis of the blocking factor, which improves maintenance efficiency and reduces maintenance costs.




O2 measurement in hydrocarbon vapor is used for safety monitoring in vacuum distillation columns in petroleum refining. With conventional paramagnetic oxygen analyzers, O2 concentrations are obtained through an extractive sampling system, which conditions the sample prior to being analyzed.

Both bulk and finished inventories are stored in distributed tank farm remote from the site operations. These are difficult to instrument due to the infrastructure cost involved. These are then monitored daily by patrol rounds. While effective, this method does require a large skilled labor force to monitor all of tanks. This can impose an additional risk when the stored medium is of a hazardous nature.









Wastes have been considered to be a serious worldwide environmental problem in recent years. Because of increasing pollution, these wastes should be treated. However, industrial wastes can contain a number of valuable organic components. Recovery of these components is important economically. Using conventional distillation techniques, the separation of acetic acid and water is both impractical and uneconomical, because it often requires large number of trays and a high reflux ratio. In practice special techniques are used depending on the concentration of acetic acid.


Pressure measurement of tubeless tyres to monitor the air loss is one of the key performance tests in the tyre manufacturing units. Relocation of tyres from one testing rack to the other for various tests and frequent movement of the testing setup for conditional tests to various locations calls for cable free implementation for ease of handling.

In general, refineries exhibit a very good potential for real time monitoring and optimization using Visual MESA Energy Management System.
Based on our extensive experience, overall benefit in the range of 2% to 5% of the total energy cost can be achieved. Expected project payback is always less than one year.

Outline
- Introduction
- What is Energy Optimization
- How does a Real Time Online Energy Management System based on Visual MESA work
- Calculation Foundation for Key Performance Indicators
- Visual MESA implementation at Saudi Kayan (A SABIC Affiliate) (SK)
- Optimization Actionable Items
- Economic Benefits
- Relevance of Visual MESA RTEMS for SK's Sustainability Initiative
- Conclusions


This paper will not describe just all the features of the software or fully explain on-line optimization technology. The objective of this work is to present some interesting facts and lessons from the experience of implementing a cost based optimization program at thirty oil refineries and petrochemical complexes, around the world, since 1997. This paper will focus on the key optimization variables and constraints in steam system optimization, how they should be handled and how the human and organizational aspects can be addressed.

Industrial facilities where power and steam is produced (i.e., Cogeneration) exhibit a very good potential for real time monitoring and optimization using Visual MESA Energy Management System.
Based on our extensive experience, overall benefit in the range of 2% to 5% of the total energy cost can be achieved. Expected project payback is always less than one year.
Visual MESA was successfully applied to many industrial facilities worldwide, several of them operating steam and power generation networks of different complexity and capacity but all with energy cost savings.

This paper discusses real industrial examples in which the sitewide utilities system of refinery and petrochemical Sites are optimized with a real time, on line, industrially proven software. Experiences gained during more than 20 years of industrial projects deployed worldwide are commented (Refs. 1 to 10 are related to some recent projects). Main project steps are explained and critical details to be taken into account to assure successful use and proper technology transfer are presented. Specific case studies will be discussed in the paper.

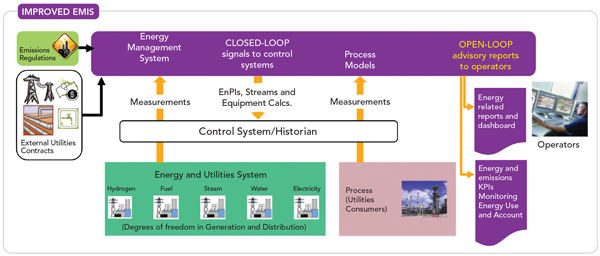
Utilities and energy systems are often the major source of SOx, NOx and CO2 emissions, therefore, emissions control and the management of credits and quotas are tightly interrelated with energy management.
In the case of refineries, chemical and petrochemical plants, energy represents the main cost (second to feedstock) and therefore its reduction has become a bottom line business decision. The energy systems at these sites are inherently complex, with the emissions cost analysis and limits compliance introducing an additional factor to the complexity of the energy costs reduction challenge.
Process plants use different type of fuels, they often operate cogeneration units, their steam networks consist of several pressure levels, there are different types of energy consumers and there are emission limits to be observed. Import or export of electricity in deregulated markets, which could also be traded off with more or less CO2 and other contaminant gaseous emissions, increase the optimization problem complexity.

This paper addresses some of the root causes for issues and discusses the best practices that will help to avoid project failures. Main project steps are explained and critical details to be taken into account to assure successful use and proper technology transfer are discussed. It also presents real industrial examples in which the whole utilities system cost of a production Site (i.e., steam, fuels, boiler feed water and electricity) is optimized with a real time, online, industrially well established software.

Utilities and energy systems are often the major source of SOx, NOx and CO2 emissions, therefore, emissions control and the management of credits and quotas are tightly interrelated with energy management. In the case of refineries, chemical and petrochemical plants, energy represents the main cost (second to feedstock) and therefore its reduction has become a bottom line business decision. The energy systems at these sites are inherently complex, with the emissions cost analysis and limits compliance introducing an additional factor to the complexity of the energy costs reduction challenge.

The energy systems, the steps for the implementation of Visual MESA and several features of the model are described in this article, with a focus on the use of the software for the calculation of energy-related KPIs. The EMS implementation project is discussed and the main conclusions relative to the reduction in operating costs are also presented.

Experiences gained during more than 20 years of industrial projects deployed worldwide are commented. Main project steps are explained and critical details to be taken into account to assure successful use and proper technology transfer are presented. Specific case studies will be discussed in the paper. Open loop vs Closed loop implementation is also presented.

Rohm and Haas Company is one of the world's largest manufacturers of specialty materials, including adhesives, sealants, coatings, monomers, electronic materials, inorganic and specialty solutions, and ion exchange resins. Founded in 1909 by two German entrepreneurs, Rohm and Haas has grown to approximately $6 billion in annual revenues.

Alarm management is not just a project that has a start and end date; it's a continuous cycle. Once the alarm system has been reviewed and improvements have been identified, we must check that controls are in place to ensure the alarm system remains functional. The key is to ensure that the system is continuously monitored and any changes are fully documented. There are seven key steps for alarm management. Rationalization is one of those critical steps.

This paper shows how to improve distillation operations by focusing on procedure automation. It will review the importance of using procedures in distillation operations and highlights the collaboration work underway between Fractionation Research Inc. (FRI) and Yokogawa Corporation to improve procedural operations.


The worlds of process automation and production management have been converging for some time. What once used to be islands of automation and production management functionality connected through highly proprietary integration schemes that were costly to maintain have developed into integrated platforms that provide seamless data exchange between the world of automation and the plant floor, the functions of production and operations management, and integration with business level systems.

The world of process automation is governed by procedures. While we like to refer to the process industries as being largely "continuous", this could not be further from the truth. Process manufacturing is constantly in flux.

From engineering to installation, commissioning, operations, and maintenance, FOUNDATION fieldbus offer significant cost reductions of 30 percent or more versus conventional analog systems. Many of these cost reductions come from the advanced functions that fieldbus offers versus analog technology.

The automation suppliers that will be successful in the long term will be those that effectively address application or industry specific problems for end users with a value proposition that cannot be ignored. These problems exist throughout the process industries today, and they won't be solved by simply offering a product, but through a combination of hardware, software, services, application expertise, and knowledge.

In ARC's view, customers need a compelling business value proposition to justify investment in any kind of automation. Vigilance and VigilantPlant were created with this in mind. Yokogawa's vision with VigilantPlant is to create an environment where plant personnel and operators are well informed, alert, and ready to take action.

Yokogawa has come a long way in making its message clear to the world of process automation. Last year, the company embarked on a full-scale global marketing campaign to make customers aware of the company's focus on system reliability, security, dependability, and robustness. Dubbed "Vigilance", the campaign created a unified message for the company and greatly helped expand awareness of the Yokogawa brand and corporate philosophy.

Process automation end users are under more pressure than ever to do more with less. The current economic climate means that many automation capital projects are on hold. With capital budgets tighter than ever, users instead focus on operational budgets (where cost cutting is also a key concern), or on automation investments with a very rapid return on investment.

In today's dynamic industrial marketplace, the only constant is change. Raw material costs, energy costs, market demands, environmental and safety regulations, technology, and even the nature of the labor force itself are constantly changing, and not always in predictable directions.


July 2011
Process plants are run according to operational procedures. These procedures consist of a set of tasks that are executed in a consistent manner to achieve a specific objective, such as starting up, shutting down or transitioning a unit as part of making a product.


March 2006
The new CSPC (CNOOC and Shell Petrochemicals Company Limited) petrochemical complex at Daya Bay in southern China is one of the world's largest process industry projects (see box, Figure 1 and Table). It has a control system to match. Process Worldwide spoke to Johan Veerman, principal instrument and process control engineer at CSPC, about the challenges of managing such a huge job.


视频

The YSS1000 setting software (hereinafter referred to as the YSS1000) is package software to configure the functions of the YS1000 series (hereinafter referred to as the YS1000) devices. Writing and reading of parameters and user programs of the YS1000, and PID tuning and monitoring of user programs can be performed through the use of communication.

Chet Mroz, President & CEO Yokogawa North America, discusses the benefits of IoT at the 2015 ARC Industry Forum in Orlando.
新闻
-
新闻 | 公司相关 2025年10月21日 横河电机与中石化炼化工程集团签署全球EPC项目合作备忘录
-
新闻 | 公司相关 2023年2月20日 横河电机与Radial Software Group建立合作伙伴关系,提供AI驱动的Viewport软件
- 为客户提供技术数据的单一视图 -
-
新闻 | 项目相关 2022年5月23日 横河电机为盛虹1600万吨/年炼化一体化项目提供解决方案
-
新闻 | 解决方案&产品相关 2020年11月27日 横河电机(中国)有限公司发布ADMAG SF 电磁流量计
-计划于2020年12月21日起接受订单-
想要了解更多信息、技术&解决方案?
联系我们