Originally published in Process Heating
With fired heaters, users hope to get greater efficiency and reduced emissions but often are disappointed. Given the number of fired heaters operating every day and their importance in the process industries, any improvements realized across the board will have huge impacts. More units can reach their potential with some simple changes in work practices and technology upgrades.
Fired heaters are installed in a range of industries. Any manufacturing process needing heat is likely to have one. So, fired heaters represent the largest energy consumer in the industry. Refineries account for thousands of fired heaters, and they tend to be particularly large. As a result, performance improvements in this context deliver the biggest bang for the buck.
Three areas tend to dominate discussion involving fired heater design and operation:
- Safety and Operational Practices. Fired heaters can be dangerous if not used correctly or if safety systems are poorly implemented.
- Efficiency. The amount of fuel required to heat a given volume of process fluid needs to be minimized.
- Emissions. A well-functioning unit minimizes the volume and nature of effluents.
This article will look at how each area affects fired heater performance.
Safety and Operational Practices
Safe operation of a fired heater or steam generator depends on conscientious, well-trained people working with equipment using up-to-date safety systems. In recent years, standards organizations have upgraded their recommended practices, adding more thorough work instructions and requirements for instrumentation. Making sure these recommendations are implemented and observed is especially important because a new wave of less-experienced workers is moving into many plants. Companies cannot depend upon experience to compensate for inadequate mechanisms.
Users need to ensure their installations are in compliance with the latest standards from NFPA, including NFPA 85, 86, and 87, but there are others that may apply such as FM 7605, API-556, OSHA 1910.110 PHA, and ISA-TR84.00.05. Depending upon the individual application and geographic location, there may be additional industry-specific or local requirements, so it is important to consult with an appropriate expert to ensure none are overlooked.
Most fired equipment will have an emergency shutdown system, often referred to as a burner management system (BMS), to regulate most startup, shutdown, and safety procedures. The combustion control system connects to the larger basic process control system (BPCS) to manage heat rate and product flow during operation. These two systems handoff operations to each other, depending on the process needs.
Efficiency and Emissions
These two areas need to be treated together because one is dependent upon the other. There are secondary influences on efficiency — for instance, a coating of soot on the tubes — but combustion management has the greatest direct determination on both efficiency and emissions.
While there are myriad design variations on fired heaters, the most common configuration is a cylindrical or box-shaped enclosure lined with coils of pipes carrying flowing process fluid (Figure 1). Burners in the bottom use oil or natural gas, and air is drawn in by natural draft to support combustion. The heat carries through the enclosure, transferring to the tubes and internal fluid, and eventually out the stack. Getting an optimum mix of air and fuel is where most systems begin to break down.

Figure 1. While specific designs may take many different forms, the basic fired heater design uses burners to heat fluid flowing through tubes. Different combustion conditions exist at the various levels within the unit.
The most efficient and cleanest combustion occurs when the amount of air and fuel are in ideal stoichiometric proportions. Ideally, for a natural gas-fired unit, one molecule of methane and two oxygen molecules react to form one carbon dioxide and two water molecules.
Unfortunately, such is not always the case. Without adequate control, the mixture can become too fuel-rich. In extreme cases, unburned fuel can simply be blown out the stack. Usually, the effect is subtler with insufficient oxygen causing incomplete combustion. As a result, carbon monoxide and hydrogen go to the atmosphere or, worse, mix with tramp air outside the combustion chamber and burn where it is not desirable. In either case, fuel is wasted and emissions increase.
Most users run fired heaters with a fuel-lean mixture, allowing an overabundance of air. This generally ensures more complete combustion, but it also has undesirable side effects. Not only does excess air cause a loss of efficiency, but it also promotes the formation of NOX compounds. In severe situations, too much excess air may cause a flameout. Low NOX burners stage the combustion by spreading out the mixture of fuel and air, but this tends to reduce peak flame temperature and efficiency.
Controlling Combustion
Controlling the amount of fuel is not a problem, but since most units use natural draft rather than forced air, controlling the amount of air is more challenging. For many designs, the function is supposed to be largely self-regulating, depending upon the buoyancy created by the fire itself to pull an appropriate amount of air through the combustion chamber. A flue damper combined with air registers may be useful to allow some degree of regulation. Without instrumentation able to determine the actual mix, however, adjustments are largely guesswork.
In an ideal situation, a fired heater would have instrumentation capable of working with the combustion control system to monitor the flue gas so the controller could optimize airflow to match the fuel rate. Unfortunately, most fired heaters suffer from a lack of instrumentation, and the combustion control system is too rudimentary to perform such a calculation. To make matters worse, there is probably no mechanism able to control airflow with any degree of precision.
Many installations will have some sort of O2 sensor. This is typically a zirconium-oxide probe mounted in the stack. The sensor must be heated to 932°F (500°C) to operate. The probe provides a spot reading, which can at least warn of a serious imbalance. This technology can be fooled in a fuel-rich environment, however, because high levels of hydrogen and carbon monoxide can mask the true oxygen concentration.
Better Instrumentation Improves Operation
The most effective place to gauge combustion performance is in the radiant section. However, the temperature is too high for most technologies. At this point in the unit, combustion should be complete regardless of unit loading, but temperatures can be as high as 2192°F (1200°C). However, it is still possible to get an accurate picture with a tunable diode laser spectroscopy (TDLS) instrument. This approach sends a beam across the radiant section of the unit (Figure 2).
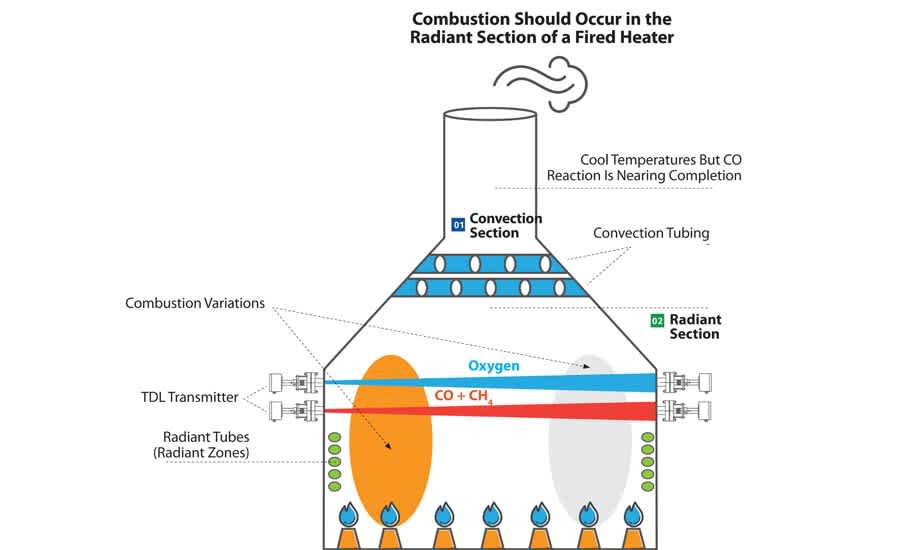
Figure 2. Combustion should be completed in the radiant section of a fired heater. It is possible to get an accurate picture of the process based on the flue-gas composition.
The instrument can be configured to measure oxygen, carbon monoxide, methane, or other specific gases. In most cases, two units are used, and working together, they provide a complete picture of the combustion. The oxygen sensor detects fuel-lean conditions, and the methane and carbon monoxide sensor detects fuel-rich conditions. Moreover, when the instruments are mounted in a cross-stack arrangement, both sensors read across the full width, so uneven gas distribution can be averaged out of the calculation.
Tunable diode laser spectroscopy technology is non-contacting and has no moving parts, so it is durable and reliable. Many installations dating back 15 years continue to perform without incidents. Both measurements also are unaffected by other gases in the stream, so odd process conditions will not mask the critical measurement.
Taking Control of the Process
As mentioned earlier, a fired heater is governed by two systems: the burner management system and the combustion control system (Figure 3). The BMS handles safety functions and is involved all the time. Even if a unit has been running continuously for days without incident, it still watches for flameout incidents, loss of fuel pressure and the like.
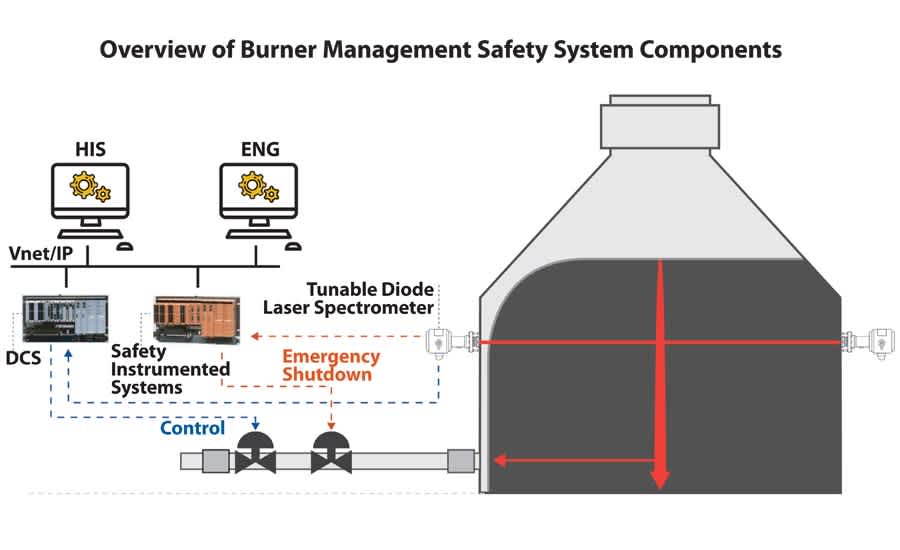
Figure 3. When TDLS instrument data is available, combustion can be optimized with closed-loop control, minimizing fuel use and emissions.
The combustion control system responds to the needs of the process by regulating fuel flow to satisfy the heating requirement called for by the basic process control system. The tunable diode laser spectroscopy technology system provides critical information to both systems.
The BPCS can analyze data from the TDLS instruments and use it to close the loop for fuel and airflow. When the process calls for a specific temperature and flows for the process fluid, it can adjust the fuel flow to reach that point. Data from the TDLS instruments can verify airflow for complete, efficient combustion.
With tunable diode laser spectroscopy, the degree of control precision typically is limited by the mechanism to control airflow. Data from the TDLS instruments can be precise, but often, the mechanisms to control airflow in a natural-draft design may be limited to manually operated controls such as a damper and air registers. The efficiency improvement and reduced emissions possible can be huge when an accurate picture of the combustion process is available through properly utilized tunable diode laser spectroscopy instrument measurements.
Related Industries
-
Refining
In the ever-changing marketplace, refineries are seen not only as crude processing units but also as profit centers. At the same time, there is a keen awareness of the need for safety at such facilities. A total production solution that encompasses planning, scheduling, management, and control is required to achieve long-term goals for profitability, efficiency, and environmental protection. With years of expertise in the automation field, Yokogawa can bring you affordable total solutions for improved operability and a cleaner world.
-
Chemical
Chemical plants rely on continuous and batch production processes, each posing different requirements for a control system. A continuous process calls for a robust and stable control system that will not fail and cause the shutdown of a production line, whereas the emphasis with a batch process is on having a control system that allows great flexibility in making adjustments to formulas, procedures, and the like. Both kinds of systems need to be managed in available quality history of product, and to be able to execute non-routine operations. With its extensive product portfolio, experienced systems engineers, and global sales and service network, Yokogawa has a solution for every plant process.
Related Products & Solutions
-
In-Situ Gas Analyzer TDLS8000
Eliminate sample extraction and conditioning
-
Tunable Diode Laser Spectrometers
Increase throughput and safety
Have Questions?
Contact a Yokogawa Expert to learn how we can help you solve your challenges.