Original publication - Chemical Processing eHandbook | Protect Plants from Process Perils
Improved instrumentation, analytical technology and proven holistic control methodologies have enabled fired heater operators to improve safety while optimizing efficiency, throughput, emissions and asset lifespan. Although safety always is priority number one for fired assets, justifying expenditures purely for safety purposes can be difficult. Because other improvements are tangible, return-on-investment (ROI) analyses usually dictate investments in these critical plant components.
Typically, safe heater operation is the responsibility of a burner management system (BMS). A BMS uses a controller that safely allows start-up, normal operations and shut-down of a boiler, furnace, heater or other fired asset. During start-up, the BMS abides by a specific sequence of operations that includes purging the combustion chamber of fuel and then bringing the fired asset to a safe and stable lowfire condition. To ensure safety, the BMS employs several interlocks and permissives.
After start-up, the BMS monitors all fired heater operations and can take immediate action if it detects an anomaly. For example, it monitors the burner flame, stopping the fuel flow in case of a “flame-out.” Similar to the start-up sequence, the BMS uses a shutdown sequence with the requisite interlocks and permissives to ensure safety.
TDLS MEASUREMENT TECHNOLOGY ENHANCES SAFETY
While a BMS is only as good as its input sources, a relatively new generation of analyzers provides further safety improvement opportunities. Industry groups have recognized the traditional approach to O2 content measurement in gas-fired heaters using zirconium oxide probes presents a safety hazard because the probes operate above the methane (CH4) ignition temperature. Cases have been documented in which a zirconium oxide probe ignited natural gas that had leaked into an idle fired asset.
Analytical techniques include tunable diode laser spectroscopy (TDLS), which measures the amount of laser light absorbed as a beam travels through a gas. A TDLS analyzer can be installed in a fired asset’s radiant zone and provide accurate, repeatable and uncorrupted live O2 measurements safely without contacting the process gases (Figure 1).

With no moving parts, the TDLS analyzer offers a high mean time between failure (MTBF) and, thus, a low, long-term cost of ownership. Other than the initial configuration, no regular calibration is needed.
For fired assets with complex burner arrangements such as ethylene crackers, pyrolysis furnaces and reformers, a TDLS analyzer often will be placed in the crossover section between the radiant and convection sections.
TDLS ENABLES A METHANE BMS PERMISSIVE
In addition to O2, TDLS technology can provide CO and CH4 measurements. The methane detection capability allows for additional safety as the CH4 measurement can be used as a BMS start-up permissive, preventing ignition when a dangerous, fuelrich condition exists within the fired heater. Without this detection, heaters are subject to “huffing” (minor explosions that may not cause damage) or even more serious and potentially fatal explosion events.
OPTIMIZING COMBUSTION CONTROL O2 TRIM
The zirconium oxide probe technology typically employed for O2 measurements cannot be located in high-temperature radiant sections. Usually, they are placed after the convection section or in the stack, adding long measurement delays, often more than 30 seconds. Even worse, this location subjects the measurements to tramp air, arbitrarily skewing the readings based on various events such as wind, humidity, ambient temperature and fired asset load. Not only does the zirconium oxide technology present a potential ignition safety risk, but it also contributes to excessive fuel consumption, excessive emissions and decreased production.
Conversely, in addition to improving safety, a TDLS analyzer enables tighter, more responsive O2 trim control, decreasing emissions while improving efficiency and throughput. In the radiant zone, the TDLS analyzer can update the BMS or combustion controls with a live O2 reading on a sub-two-second cycle.
Using a slow, inaccurate traditional approach of measuring combustion gases forces plants to be unnecessarily conservative with O2 levels. Given complete mixing, a precise or stoichiometric amount of air is required to react with a given quantity of fuel to produce complete combustion. Because conditions never are ideal in realworld applications, additional or “excess” air must be supplied to burn the fuel completely. Safe combustion at 1% O2 or lower on gas heaters and furnaces is possible, but few plants operate their fired asset anywhere close to this level. But if they could do it safely, why not?
Too little excess air results in a “fuel-rich” situation, producing a flue gas containing unburned combustibles such as carbon monoxide, soot or smoke. This situation results in a loss of efficiency because not all the potential energy from the fuel is captured in the combustion process. Fired assets that run fuel-rich are wasting fuel, which increases emissions. In addition, this is not a safe situation as the unburned fuel possibly could come into contact with an ignition source further down the process, resulting in convection section afterburning or an uncontrolled explosion.
Efficiency is lost in air-rich combustion because excessive air flow results in heat loss.
Too much excess air results in an “air rich” situation, resulting in complete combustion and safety, but also producing undesirable effects. Efficiency is lost in air-rich combustion because excessive air flow results in heat loss. More fuel is required to generate the same amount of heat flux into the tubes, so fuel is wasted. Because air consists of more than 78% nitrogen, increasing the air used for combustion increases nitrogen concentration significantly. When exposed to high combustion temperatures, it can form “thermal NOx” such as NO or NO2.
The ideal situation is to provide just enough excess air to produce complete combustion while providing a minimal safety margin that accommodates uncontrollable transients and incorporating an extra level of security that ensures all combustibles are consumed.
Meeting these two constraints produces the highest efficiency, highest production and lowest emissions while ensuring maximum safety. The amount of excess air in the flue gas is determined by measuring the O2 concentration. The ideal excess O2 level — the lowest possible that allows complete combustion — depends on several factors: the fuel type, the burner type, humidity changes in the air, moisture content changes in the fuel, varying heat demand loads, fouling of the burner system and mechanical wear of the combustion equipment. Because many of these factors are changing continuously, the ideal amount of excess oxygen constantly varies. What is the ideal excess air setpoint?
CO TRIM CONTROL FOR IDEAL EXCESS O2
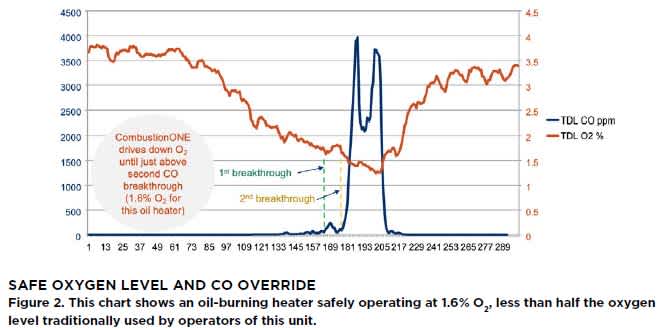
CO is the most sensitive indicator of incomplete combustion. As the amount of excess O2 is reduced, the emergence of CO will occur before other combustibles — unburned fuels — appear. When the concentration of CO reaches the specified upper limit, the excess O2 concentration is at its lowest acceptable level. A minimal oxygen safety factor is added, becoming the new excess O2 setpoint. Periodically, the CO breakthrough point can be tested, thus reestablishing the safe excess O2 setpoint.
CO trim control of excess O2 concentration assures minimal energy loss, maximum efficiency and reduced NOx emissions independent of heater load, fuel type, LHV, humidity, moisture content in the fuel and other variables that make excess O2 control difficult. The key to obtaining these benefits is an accurate and reliable measurement of CO in low ppm levels (Figure 2).
CO VISIBILITY IMPROVES SAFETY
CO detection also improves safety by preventing afterburning, which could result in an explosion. As convection section tube walls are thinner than the radiant section tubes, they are not designed for radiant heating associated with afterburning.
Furthermore, elevated CO is a warning for accumulated combustibles. Recently, an ammonia-based fertilizer plant suffered a severe auxiliary boiler explosion. The root cause was a faulty exhaust fan, which led to an accumulation of combustion gases. Not realizing the severity of the fuel-rich condition, an operator opened a port to obtain a better view inside the unit.
The sudden inrush of air caused the explosion. Despite severe burns, the operator fortunately survived. The boiler and its associated steam methane reformer were idled for approximately five months while the auxiliary boiler was replaced, resulting in tens of millions of dollars of lost production.
HOLISTIC CONTROL BEYOND THE BMS — OTHER SAFETY BENEFITS
By deploying a holistic methodology that consists of contemporary measurement and control technologies in conjunction with updated operation and maintenance procedures, fired heater users can realize significant improvements in energy efficiency, production, asset lifespan — and safety. The solution is automation platform- independent. Substantially fewer trips and increased asset life result from a stabilized coil outlet temperature and O2 content in the flue gas. For fired assets such as steam methane reformers which use catalyst in the tubes, avoiding trips can be critical to extending the life of the catalyst and delaying an extremely expensive catalyst change turnaround. Trips always are inherently dangerous, as well.
A real-time heating value estimate enables continuous air-to-fuel ratio bias to stabilize combustion and heat transfer into the tubes. That calms fired asset operation significantly while minimizing the thermal stresses on the tubes, even under conditions such as wide swings in demand or fuel heating value. This feedforward LHV information makes the fired asset easier and, thus, safer to operate.
Well-balanced burners reduce maintenance costs and allow longer run times between turnarounds. Balancing the burners and stabilizing the coil outlet temperature equalizes the load and reduces the aging of all radiant section components. Slowing asset aging improves plant safety.
For ethane crackers, reduced coking results in fuel savings, more prolonged and cleaner production runs and maintenance cost reductions. Stabilized combustion reduces tube deposits, which accelerate at high temperatures. By smoothing out temperature peaks, fired asset operators reduce the necessary decoking and maintenance time required. Less decoking and less maintenance equate to improved safety.
CONCLUSION
Contemporary measurement and control technologies allow fired heater operators to enhance safety and improve performance in a tangible manner that provides a justifiable ROI.
Operators can realize an immediate safety improvement by replacing zirconium oxide probes with TDLS analyzers to measure the compositions of exhaust gases. The TDLS technology also enables fast, closed-loop control of the O2 content, which results in improvements in fuel efficiency, production, emissions and asset life.
While a post-combustion CO measurement provides for tighter O2 control, it also improves safety as a rapid measurement to determine the presence of unburned fuel and prevent afterburning.
A TDLS analyzer can also provide the CH4 content to a BMS for use as a “purge complete” permissive.
When used in conjunction with TDLS technology, a platform-independent, holistic control technology can improve fired heater safety and performance by providing considerable functionality beyond the existing BMS capabilities. CO trim control of excess O2, balanced burners, improved heat transfer, stable coil outlet temperatures and substantially fewer trips contribute to these benefits.
KEVIN FINNAN is advisor, Market Intelligence and Strategy at Yokogawa Corp. of America. Reach him at Kevin.Finnan@yokogawa.com.
Related Industries
-
Chemical
Chemical plants rely on continuous and batch production processes, each posing different requirements for a control system. A continuous process calls for a robust and stable control system that will not fail and cause the shutdown of a production line, whereas the emphasis with a batch process is on having a control system that allows great flexibility in making adjustments to formulas, procedures, and the like. Both kinds of systems need to be managed in available quality history of product, and to be able to execute non-routine operations. With its extensive product portfolio, experienced systems engineers, and global sales and service network, Yokogawa has a solution for every plant process.
Related Products & Solutions
-
Combustion Safety & Optimization
Yokogawa is proud to offer a single source solution to improve combustion safety and efficiency in fired heaters.
-
Gas Analyzers
Enhance efficiency and product quality with real-time analysis
-
In-Situ Gas Analyzer TDLS8000
Eliminate sample extraction and conditioning
-
Probe Style Tunable Diode Laser Spectrometer TDLS8200
Measure oxygen, CO, and methane in a single-flange, explosion-proof device
-
Tunable Diode Laser Spectrometers
Increase throughput and safety
Have Questions?
Contact a Yokogawa Expert to learn how we can help you solve your challenges.