
YFGW410 Field Wireless Management Station is based on wireless communications standard ISA100.11a for industrial automation of International Society of Automation (ISA). This product has system manager/security manager/gateway function based on ISA100.11a, and combining this with Field Wireless Access Point (YFGW520) and/or Field Wireless Media Converter (YFGW610) composes the field wireless system.
![]()
- High Reliability and Flexibility:
Adoption of discrete-type architecture enables a redundancy configuration by connecting two products. A highly flexible operation is also possible where the field wireless system under operation does not have to be stopped and maintenance can be performed on line.
- High-Security Communication
This product supports the access control list (IP filter and port filter), preventing unauthorized access, and role-based password-protected secure user interface. End-to-end communication of ISA100.11a is encrypted with AES 128bit. Robustness of the communication and security is validated as it achieves Achilles Level 1 Certification.
- Multi-Protocol Tunneling
This product can encapsulate foreign protocols such as HART and Modbus and transfer them between devices and host systems. By transferring safety communication protocol such as PROFIsafe between a Safety Instrumented System (SIS) and wireless safety devices and thus contributes to achieving required Safety Integrity Level (SIL) for the entire safety system.
- Effective Wireless Resource Use
This product can utilize the bandwidth of the field wireless network flexibly for achieving reliable and efficient wireless communication. Duocast function enables receiving data simultaneously with two backbone routers (BBR) connected to this product. The built-in data cache function saves bandwidth of the field wireless network and energy consumption of the field wireless devices.
Details
Field Wireless Backbone Specifications
| Communication Interface | Standard | 100Base-TX2 |
|---|---|---|
| Transmission Speed | 100Mbps | |
| Connector | RJ-45 | |
| Cable Type | Category 5 | |
| Maximum Length | 100m | |
| Number of Ports | 4 ports | |
| Port Name | B1、B2、B3、B4 | |
| Protection | Surge | |
| Communication Protocol | Modbus | - |
| OPC1 | - | |
| Management configuration, etc. | HTTP IEEE1588PTP v2 Proprietary3 |
- OPC interface connection is available by Field Wireless Device OPC Server (SSS7100). For details of this product, see related products General Specifications.
- In outdoor wiring to Field Network or 100BASE-TX of Field Wireless Backbone, use optical fiber cables with a nonmetallict ension member, combining with YFGW610.
- TCP based custom protocol used for communication between this product, "Field Wireless OPC Server", "FieldMate Versatile Device Management Wizard", "Plant Resource Manager (PRM)", and YFGW520. For details of each product, see related products General Specifications.
- Maintenance/Diagnostic Network (100BASE-TX, RS-232C) are not available for outdoor wiring.
- These are the serial ports for a maintenance which only our company use.
Maintenance/Diagnostic Network Specifications
| Communication Interface | Standard | 100Base-TX4 | RS-232C4 5 |
|---|---|---|---|
| Transmission Speed | 100Mbps | 115.2kbps | |
| Connector | RJ-45 | RJ-11 | |
| Cable Type | Category5 | Proprietary | |
| Maximum | 100m | 15m | |
| Number of Ports | 1port | 1port | |
| Port Name | M1 | - | |
| Protection | - | - | |
| Communication Protocol | Modbus | - | - |
| OPC1 | - | - | |
| Management, configuration, etc. | HTTP Proprietary3 | - |
- OPC interface connection is available by Field Wireless Device OPC Server (SSS7100). For details of this product, see related products General Specifications.
- In outdoor wiring to Field Network or 100BASE-TX of Field Wireless Backbone, use optical fiber cables with a nonmetallict ension member, combining with YFGW610.
- TCP based custom protocol used for communication between this product, "Field Wireless OPC Server", "FieldMate Versatile Device Management Wizard", "Plant Resource Manager (PRM)", and YFGW520. For details of each product, see related products General Specifications.
- Maintenance/Diagnostic Network (100BASE-TX, RS-232C) are not available for outdoor wiring.
- These are the serial ports for a maintenance which only our company use.
Installation Environment
| Functional specifications | Temperature Range | Operating: --40 to +65°C(altitude: up to 2000m) : -40 to +55°C (altitude: more than 2000m, up to 3000m) Storage: -40 to +85°C |
|---|---|---|
| Humidity Range | Operating: 5 to 95 %RH (non-condensation) Storage: 5 to 95 %RH (non-condensation) |
|
| Temperature gradient | Operating: ±10°C/h or less Storage: ±20°C/h or less |
|
| Power Supply | Voltage Range: 10.8~26.4 V DC Rated Power Supply: 24 V DC Momentary Power Failure: Instant Disconnection DC Power Supply Ripple Ratio: 1%p-p or less |
|
| Power Consumption | Max. 10 W | |
| Degrees of Protection | IP20 | |
| Vibration resistance | 0.15 mm P-P (5~58 Hz), 1 G (58~150 Hz) | |
| Shock resistance | 15 G 11 ms | |
| Noise resistance | Electric field: 3 V/m or less (80MHz~1GHz) Electrostatic discharges: 4 kV or less (contact discharge), 8 kV or less (aerial discharge) |
|
| Grounding | Class-D grounding (no sharing ground with others) | |
| Cooling | Natural Air Cooling | |
| Regulatory Compliance Statements |
CE Conformity |
EMC: EN61326-1 Class A, Table 2, EN55011 Class A group1, EN61000-6-2 |
| Safety Requirements | CSA C22.2 No. 61010-1 (Indoor use only) | |
| Explosion-Proof Types | ATEX Type n declaration |
Field Network Specifications
| Communication Interface | Standard | 100BASE-TX2 | RS-4853 |
|---|---|---|---|
| Transmission Speed |
100Mbps |
38400, 19200, 9600 bps |
|
| Connector | RJ-45 | Proprietary | |
| Cable Type | Category 5 | AWG24~12 | |
| Maximum Length | 100m | 1200m | |
| Number of Ports | 3 ports | 1port | |
| Port Name | F1、F2、F3 | - | |
| Protection | Surge | Isolated, Surge | |
| Communication Protocol |
For I/O data and status |
Modbus/TCP |
Modbus/RTU |
|
For management, |
HTTP |
- |
- OPC interface connection is available by Field Wireless Device OPC Server (SSS7100). For details of this product, see related products General Specifications.
- In outdoor wiring of Field Network or Field Wireless Backbone, it is recommended to use optical fiber cables with a nonmetallic tension member, combining with YFGW610.
- TCP based custom protocol used for communication between this product, "Field Wireless OPC Server", "FieldMate Versatile Device Management Wizard", "Plant Resource Manager (PRM)", and "YFGW520". For details of each product, see related products General Specifications.
Important Notice
| Date | Remarks |
|---|---|
| 2024/12 | Important Notice for Safe Use of Products |
Resources

Eliminating the wire using wireless transmitter is the perfect solution for rotating equipment. It establishes data collection between the transmitter and the gateway by reliable communication even though the dryer was rotating.
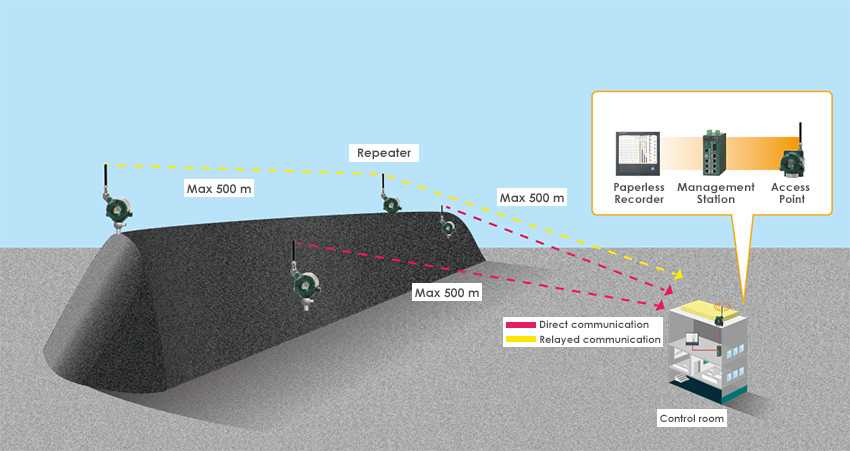
One important risk to manage with regard to coal stacks is preventing fires due to spontaneous combustion.

Install a YTMX580 on the side of the rotating furnace that can wirelessly transmit measured values from multiple temperature sensors.

- Temperature is monitored to maintain consistency of the viscous fiber entering the drum.
- Existing system requires manual temperature readings.
- Wired temperature measurement is not available because the tank is rotating.
Wireless temperature measurement solution makes modernizing operations and maintenance of delayed coker unit affordable.

Challenges
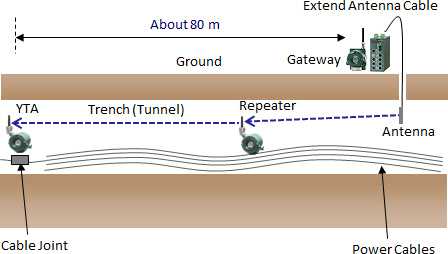
- The distance is not so long, but there are many pipes and tanks ("Pipe Jungle") in the field.
- Had to avoid the obstacles and take care multi path condition.
Solution
Repeater is installed on high place between control room and monitor position. The extend cable is used for antenna of Gateway.
- Temperature Transmitter (YTA) x1, Pressure Transmitter (EJX) x2

Blending plays a key role in industries such as food, healthcare and chemicals etc. Temperature and vacuum measurements are very important in minimizing the moisture content to ensure the quality of the final product. Strictly maintaining them throughout the process ensures the final product yield.

The client wanted to monitor the temperature on a chimney. Exhaust air is exposed to the heat on the way traveling from the inlet to the outlet in the chimney. Then constituent of the air transform to harmless elements. It is important to keep the temperature in the chimney as designed.

An induction furnace melts metal by creating very large currents in the material. These currents are induced using three electrodes positioned inside the furnace. The furnace is automated so that once the material has been melted, the electrodes are removed and the furnace then tips the molten metal into a crucible where it can be easily transferred to the production line where it will be cast into ingots. The atmosphere is extremely aggressive and the wired infrastructure is both expensive and very unreliable to maintain. The furnace control requires a total of 20 measurement points distributed around and inside the furnace. The harmonic field effects caused by short circuit 40,000 A (300V). The causes significant interference.

ISA100 wireless temperature and pressure transmitters with orifice plates allow:
- No cabling installations or maintenance.
- Small amount of hardware and simple equipment implementation means minimizing potential vandalism.

ISA100 Wireless Monitoring
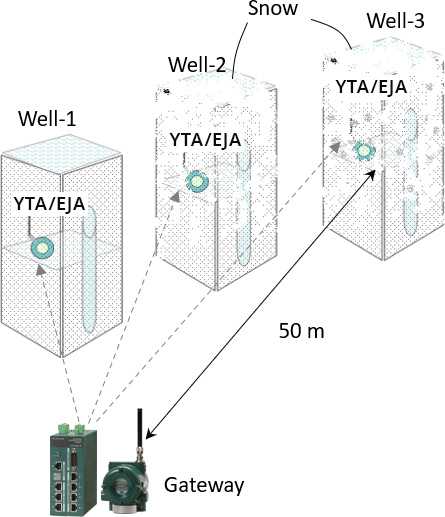
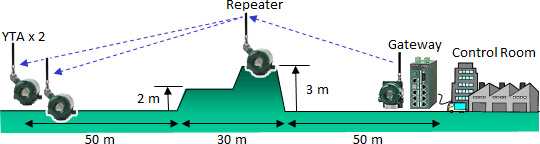
- Gateway x1, Temperature Transmitter (YTA) x3, Pressure Transmitter (EJX) x1, Repeater x1
Gateway is installed at control room and 3m height extended antenna is set.

Direct Reduction Iron (DRI) is one of the processes to reduce oxygen from iron oxide pellets for steel plant. More than 90% of DRI processes use heated LNG as process gas where PID control for temperature or interlock control is of vital importance.

Pressure measurement of tubeless tyres to monitor the air loss is one of the key performance tests in the tyre manufacturing units. Relocation of tyres from one testing rack to the other for various tests and frequent movement of the testing setup for conditional tests to various locations calls for cable free implementation for ease of handling.

- Temperature Transmitter (YTA) and Pressure Transmitter (EJX) are installed at each monitoring point.
- Repeater is installed on high position.
ISA100 wireless temperature and pressure transmitters.

Temperature plays a key role in storage of Molasses to maintain the chemical properties of molasses. When temperature rises over 40.5 degree C, destruction of structure in sugar occurs, which results in losing the feeding property of molasses. There is also a safety concern that a rise in temperature can lead to a rise in storage tank pressure leading to an explosion of the tank.

- Oil level measurement of diesel tanks that feed fuel to their diesel generator's which are at three locations and 400 meters apart from each other.
- Also to measure level , pressure and flow to and from their main storage yard.

- Temperature monitoring at a tank farm
- Temperature and pressure monitoring in tank jungles, three vertical monitoring points.
- Manual temperature reading requires walking about 130 m and climbing up and down elevated sections of the dryer stages.
- Multiple temperature measurement points along the various stages of the dryer require many cables to the control room.
- Very high humidity.

- Wireless temperature measurement
Gateway x1, transmitter (YTA) x1, repeater x2 (The 2 repeaters are for redundancy) - Extended antenna to circumvent obstacles and improve the radio path for stable measurement (communication was unstable when the height of the antenna was low).
- Wireless temperature measurement
gateway x1, transmitter (YTA) x1
repeater x1: between gateway and YTA. - High quality wireless communication was confirmed.
With repeater at center: The packet error rate was 0%.

Geothermal power plants create electricity from geothermal energy. These power plants are similar to other steam turbine station; however their heat source is that of the earth's core. The created steam is used to turn the turbine for the production of electricity. Technologies include Dry steam, Flash steam and Binary cycle power stations with Binary cycle being the most common geothermal plant in current production. In the process of geothermal power generation the facility needs to monitor various processes, as in this case steam line pressure sits in remote from control room's location.

A horizontal rotary miller used to grind the limestone rocks with metallic balls as grinding stones. This is used as the raw ingredient to produce cement powder. The temperature needs to be monitored in order to control the process and the quality of the final product. The user was using an induction temperature measurement based on a rail system that was very fragile and therefore unreliable.

Both bulk and finished inventories are stored in distributed tank farm remote from the site operations. These are difficult to instrument due to the infrastructure cost involved. These are then monitored daily by patrol rounds. While effective, this method does require a large skilled labor force to monitor all of tanks. This can impose an additional risk when the stored medium is of a hazardous nature.

Wireless technology has a long history, and it began around the time that James C. Maxwell theoretically predicted and then proved the existence of electromagnetic waves in the 1860s, and when Heinrich R. Hertz experimentally confirmed the actual existence of the electromagnetic wave in 1888.

In plant sites, there are various places such as those affording an unobstructed view like tank yards, and others surrounded by metal pipes and equipment obstructing the view (hereafter referred to "pipe jungles"), often seen in oil refinery and chemical on-site plants. The frequency band of radio waves used for field wireless communication is 2.4 GHz, which has high straightness and its ability to go around things can hardly be expected.

The introduction of wireless technologies into plants is anticipated as one of the measures for implementing field digital solutions not only to reduce cable wiring costs but also to improve plant wide safety/stable operations, operating efficiency, and so on.

The FieldMate versatile device management wizard is PC software mainly used for configuring and adjusting field devices. Under the concept of "one tool for all," Yokogawa has been enhancing this software to support a wide range of field devices and field communication protocols.

In recent years, expectations for control systems using wireless communications have been increasing in the process control market. This is because these systems do not require power and communication wiring for field instruments, enabling reduced initial and maintenance costs, and easy installation.

A distinguished panel comprising of CEOs, CIOs, CTOs and analysts, including CIO Review editorial board, has selected Yokogawa as one of the top companies that are at the forefront of tackling challenges in the wireless markets in the U.S.
Downloads
Brochures
- Yokogawa Field Wireless Solution (3.4 MB)
- Field Wireless Product Profile (479 KB)
- SIL2 Wireless Gas Detection System (1.6 MB)
Instruction Manuals
General Specifications
- Field Wireless System Overview (1.9 MB)
Software
Certificates
- YFGW410 PROFINET IO Device Certificate (308.7 KB)
Engineering Tools
Videos
Wireless instrumentation represent solutions for many of the issues that process plants face today. In this episode, Sean interviews Simon Lillie. They discuss myths around the history of ISA100.11a and some of the interesting challenges wireless instrumentation can solve.
Looking for more information on our people, technology and solutions?
Contact Us